ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ И ПРОЕКТНЫЙ ИНСТИТУТ ТРУДА В СТРОИТЕЛЬСТВЕ ГОССТРОЯ СССР
ЦЕНТРАЛЬНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ И ПРОЕКТНЫЙ ИНСТИТУТ ОРГАНИЗАЦИИ. МЕХАНИЗАЦИИ И ОКАЗАНИЯ ТЕХНИЧЕСКОЙ ПОМОЩИ СТРОИТЕЛЬСТВУ ГОССТРОЯ СССР
МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ
ПО ОРГАНИЗАЦИИ ТРУДА ПРИ ПРОИЗВОДСТВЕ МАЛЯРНЫХ РАБОТ
НА ОСНОВЕ ПРОГРЕССИВНОЙ ТЕХНОЛОГИИ
МОСКВА 1982
СОДЕРЖАНИЕ
В Методических рекомендациях изложены три метода выполнения малярных работ с учетом перспективы выпуска новых строительных материалов и отделочных машин.
Методические рекомендации содержат требования и условия выполнения высокопроизводительных трудовых процессов, прошедших опытную проверку в отделочных организациях.
Методические рекомендации предназначены для инженерно-технических работников строительных организаций, а также институтов и трестов Оргтехстрой. Применение Методических рекомендаций позволяет разработать и внедрить высокопроизводительные процессы на отделочных работах с учетом требований психофизиологии.
Рекомендации разработаны ВНИПИ труда в строительстве (инж. Масюк Ю.A., Панов Б.К., канд. мед. наук Метляев Г.Н., научный руководитель канд. техн. наук Филиппов Е.П.) совместно с ЦНИИОМТП (канд. техн. наук Гницевич Е.П.) при участии зам. главного инженера УОР Первого строительно-монтажного треста Украинцева В.А.
ВВЕДЕНИЕ
Одним из важных направлений повышения эффективности строительного производства является разработка и внедрение в практику строительства высокопроизводительных отделочных процессов.
Постановлением Совета Министров СССР от 12 ноября 1979 г. предусматривается резкое увеличение выпуска новых отделочных машин, в том числе агрегатов для подачи и нанесения шпатлевочных составов, окрасочных агрегатов высокого и сверхнизкого давления.
Применение шпатлевочного агрегата CО-150 на базе винтового насоса позволяет механизировать наиболее трудоемкую операцию нанесения шпатлевки. Механизированный способ нанесения шпатлевочных составов предусматривает как выполнение подготовительных работ (нанесение и разравнивание шпатлевки), так и фактурной отделки.
Окраска с помощью агрегатов высокого давления существенно снижает потери окрасочных материалов, а также повышает производительность труда в результате уменьшения наносимых слоев покрытия. С помощью агрегатов высокого давления выполняется масляная и водоэмульсионная окраска поверхности.
Использование агрегатов низкого давления основано на подогреве окрасочных составов, что улучшает адгезивные свойства материалов. Это способствует сокращению времени нанесения окрасочных составов на окрашиваемую поверхность.
Рекомендации по выполнению малярных работ с применением высокопроизводительных отделочных машин разработаны с учетом комплексной оценки трудового процесса (физиологии и гигиены труда).
Рекомендации по выполнению малярных работ с применением высокопроизводительных отделочных машин составлены по методике ВНИПИ труда в строительстве, предусматривающей определение и оценку организационно-технологических параметров трудового процесса.
I. ОБЩИЕ ПОЛОЖЕНИЯ
1. Проектирование организации труда, предусматривающее применение перспективных отделочных материалов, технологических решений и машин, обеспечивает максимальную выработку при высоком качестве работ и сохранении активной жизнедеятельности организма.
2. В основе методологии проектирования лежит принцип учета организационно-технологических факторов, влияющих на характер и продолжительность выполнения процессов.
3. Проектирование организации труда на основе прогрессивной технологии осуществляется в следующей последовательности:
выбирается технологическая основа проектирования;
определяется номенклатура отделочных машин;
рассчитываются параметры трудового процесса (продолжительность выполнения операций, величина фронта работ, перерывы на отдых);
разрабатываются решения по разделению и кооперации, организации рабочего места, приемам и методам труда, контролю качества, выполнению работ по технике безопасности;
оцениваются принятые решения по экономическим и психофизиологическим критериям;
определяется экономическая эффективность.
4. При выборе технологической основы следует исходить из трудоемкости операций, входящих в процесс, а также величины технологического перерыва (времени приобретения окрасочными составами требуемых кондиций). Наиболее технологичными следует считать процессы с наименьшим количеством операций и небольшой величиной технологического перерыва.
5. Выбор вида отделочной машины, обслуживающей процесс, должен производиться по основному критерию - производительности машины.
При выборе машин с равной эксплуатационной производительностью предпочтение следует отдавать машине с лучшими эргономическими параметрами - минимальной величиной энерготрат (ккал/ч), меньшей массой пистолета (кг), минимальным усилием нажима на курок подачи окрашивающего состава (Н), минимальным отпечатком факела на поверхности (см2), наименьшим уровнем звукового давления (дБ).
6. Основным требованием обеспечений процесса является предоставление фронта работ, определяемого расчетом. Величина фронта работ зависит от объемно-планировочного решения, производительности обслуживающих машин, продолжительности выполнения операций, а также от величины технологического перерыва.
7. Величину необходимого фронта работ находят при условии соблюдения соответствия между продолжительностью выполнения операций на искомом фронте работ и величиной технологического перерыва между смежными операциями.
8. Длительность операций должна регламентироваться в зависимости от степени загрязнения воздушной среды аэрозолем краски и функционального состояния организма оператора (степень напряжения сердечно-легочной системы и нервно-мышечного аппарата). При выполнении механизированной окраски поверхностей затраты энергии не долины превышать 250 ккал/ч.
9. Перерыв на отдых во всех климатических районах должен быть не менее 10 минут после 50 минут работы, за исключением районов с жарким климатом, где следует отдыхать 15 минут после 45 минут работы. Величина перерывов на отдых проектируется согласно установленным нормативам (в % от затрат труда на выполнение оперативной работы). При нанесении шпатлевочных составов нормируемая величина на отдых составляет 12%, при нанесении шпатлевочно-окрасочных и окрасочных составов - 8%.
10. Распределение исполнителей по операциям должно быть запроектировано таким образом, чтобы их загрузка была равномерной. Разделение труда между исполнителями считается рациональным, если разница их трудозатрат не превышает 10%.
Вместе с тем, оператор, занятый окраской, не должен выполнять тяжелых физических операций, так как он наиболее подвержен воздействию вредных химических соединений.
Критерием оптимальности загрузки является показатель затрат энергии маляром в течение рабочей смены.
11. Маляры-операторы при поступлении на работу должны проходить предварительный и затем периодические медицинские осмотры в соответствии с Приказом Министра здравоохранения СССР № 400 от 30 мая 1969 г.
К малярным работам не должны допускаться лица с заболеваниями, указанными в пунктах 1, 34, 49, 50 приложения 5 к приказу № 400.
12. Оценка запроектированных методов организации труда производится по критериям рациональности разделения и кооперации, планировки, оснащения и обслуживания рабочих мест, санитарно-гигиенических условий труда (загрязненность воздуха и метеорологические условия должны соответствовать ГОСТ 12.1.005-76 "Воздух рабочей зоны", уровень шума не должен превышать значений, указанных в ГОСТ 12.1.003-76 "Шум". "Общие требования безопасности") и психо-физиологической нагрузки (работа на высоте, энерготраты, напряжение нервной, сердечной, легочной системы и локальной нагрузки на нервно-мышечный аппарат).
II. МЕТОД НАНЕСЕНИЯ ШПАТЛЕВОЧНЫХ СОСТАВОВ С ПОМОЩЬЮ АГРЕГАТА CО-150
1. Организационно-технические условия выполнения процесса
1.1. Шпатлевочные и шпатлевочно-окрасочные составы могут наноситься на бетонные, оштукатуренные, асбоцементные и кирпичные поверхности зданий жилищного, промышленного и общественного назначения в построечных условиях. На заводах крупнопанельного домостроения данный метод может применяться непосредственно на конвейерных линиях отделки.
1.2. До начала работы по нанесению шпатлевочных составов должны быть закончены монтаж санитарно-технических и электротехнических сетей, заделаны все отверстия и борозды, в помещении обеспечена температура не ниже 10°С, относительная влажность не выше 70%.
1.3. Физико-химические и механические свойства шпатлевочно-окрасочных составов должны обеспечивать хорошую прочность, пластичность, высыхаемость, удобонаносимость, способность не терять своих свойств при хранении.
1.4. Шпатлевка под окраску масляными составами должна содержать следующие компоненты (в частях по весу): цемент - 47%; меловая паста (вода и мел 1:2) - 30; сиккатив - 15; олифа оксоль - 8%.
1.5. Шпатлевочно-окрасочный состав при выполнении фактурной отделки "под шагрень" в зависимости от вида поверхности должен содержать компоненты, указанные в табл. I.
Таблица 1
Состав шпатлевочно-окрасочной массы
|
Наименование компонентов |
Состав в весовых частях |
|
|
стены |
потолки |
|
|
1 |
2 |
3 |
|
Карбоксиметилцеллюлозный клей (КМЦ) |
2,5 |
1 |
|
Известняк молотый |
81 |
81 |
|
Сульфанол (мыло хозяйственное) |
0,5 |
0,3 |
|
Каолин обогащенный |
3 |
3 |
|
Асбест 7-8 сорт |
10 |
- |
|
Свето-щелочестойкий пигмент |
0,5 |
- |
|
Вода |
40 |
40 |
1.6. Шпатлевка должна удовлетворять следующим требованиям:
тонкость перетира (шпатлевка, обработанная с помощью краскотерки, должна процеживаться через сито № 025 (694 отв/см2) без остатка; на сите № 02 (1918 отв/см2) допускается остаток не более 1%);
удобонаносимость (подвижность) (шпатлевка должна находиться в пределах 6 - 10 см (по конусу СтройЦНИИЛ), легко наноситься, не свертываться и хорошо прилипать к поверхности);
усадка (при высыхании нанесенного за один раз слоя шпатлевки толщиной 0,3 - 0,5 мм не должны появляться трещины);
обрабатываемость (шпатлевка должна легко поддаваться шлифовке наждачной бумагой или пемзой; при хранении в течение 3 - 4 суток после изготовления должна сохранять способность к "омолаживанию").
1.7. Шпатлевки и шпатлевочно-окрасочные составы изготовляют централизованно в москательных цехах и доставляют на объекты в бумажных парафинированных пакетах или полиэтиленовых мешках.
1.8. Шпатлевание производится при помощи шпатлевочного агрегата CО-150 (на базе винтового насоса), предназначенного для подачи и нанесения на обрабатываемую поверхность шпатлевок, замазок, масляных составов, водно-клеевых красок с содержанием твердой фазы до 50%, размерами зерен фракций до 30 мкм и подвижностью свыше 7 см осадки стандартного конуса. Шпатлевочный агрегат может использоваться на объектах промышленного, гражданского и сельского строительства.
1.9. Процесс нанесения шпатлевки состоит из операций по подготовке поверхности, механизированному нанесению состава и разравниванию его. После этого фактура поверхности готова для нанесения масляной краски.
1.10. Технология нанесения шпатлевочно-окрасочных составов предусматривает выполнение операций по подготовке поверхности и механизированному нанесению составов. Поверхность после нанесения шпатлевочно-окрасочных составов имеет мелкозернистую фактуру типа "шагрени". Эта технология рекомендуется для отделки лестничных клеток и холлов в жилых зданиях, а также для поверхностей стен и потолков в общественных зданиях.
1.11. К работе по механизированному нанесению шпаклевочных составов допускаются маляры IV и III разрядов (два человека), имеющие навыки работы с отделочными машинами и прошедшие инструктаж по технике безопасности. Содержание и последовательность выполнения приемов труда при нанесении шпатлевочных составов приводятся в разделе 2 настоящих рекомендаций.
2. Методы и приемы труда
2.1. Подготовка поверхности стен и потолков включает очистку поверхности от набрызгов раствора, расшивку трещин и частичную подмазку, очистку отдельных мест поверхности от ржавчины и покрытию их краской.
2.2. Маляр М1, стоя на столике, скользящими движениями шпателя с небольшим нажимом очищает загрязненные участки поверхности от набрызгов раствора. Шпатель он держит под углом 45° к поверхности. Очистку стен М1 выполняет, стоя на полу.
2.3. Расшивку трещин и частичную подмазку маляр M1 выполняет, стоя на столике - подмостях или на полу. Углами шпателя он расшивает трещины на глубину 2 мм. Шпатель маляр держит под углом 45° к поверхности стены. Одновременно с расшивкой трещин маляр M1 при помощи кисти смачивает поверхность водой и производит подмазку трещин.
2.4. Очистку отдельных мест поверхности от ржавчины и покрытие их краской маляр M1 производит короткими и сильными движениями металлической щетки, которой очищает места выступов арматуры от ржавчины. После этого он покрывает эти места нитроэмалевой или эмалевой краской. При нанесении краски маляр держит кисть перпендикулярно окрашиваемой поверхности и делает короткие и сильные мазки, действуя, в основном, кистью руки. Для нанесения тонкого слоя и хорошего сцепления краски с поверхностью маляр М1 тщательно растушевывает краску сначала в одном направлении» а затем в другом, перпендикулярном первому.
2.5. Маляр М2 устанавливает и подготавливает агрегат к работе.
При установке агрегата на место работы необходимо проверить:
натяжение ремней клиноременной передачи (прогиб ремня при нажатии усилием 2 кг не должен превышать 10 мм);
исправность предохранительного клапана;
наличие масла в редукторе (при нанесении отделочных покрытий с применением передвижного или переносного компрессора провести подготовку его к работе согласно паспорту на компрессор).
2.6. Перед началом работы необходимо закрыть краны подачи воздуха и шпатлевки на распылителе. После длительного перерыва в эксплуатации агрегата проверить состояние предохранительного клапана и при необходимости очистить его от следов затвердевшего материала.
2.7. После выполнения подготовительных работ необходимо:
загрузить бункер агрегата шпатлевочным составом на 3/4 объема;
запустить компрессор, открыть воздушный кран на распылителе;
открыть кран подачи материала на распылителе и запустить агрегат нажатием кнопки "пуск";
отрегулировать факел распыления состава и направить распылитель на обрабатываемую поверхность.
2.8. Под давлением сжатого воздуха массу подают по шлангу к распылительной головке краскораспылителя. Одновременно по второму шлангу к форсунке подают сжатый воздух, который, распыляя шпатлевочную массу, факелом выбрасывает ее на поверхность. Нанесенный слой шпатлевки маляры M1 и M2 разравнивают шпателем шириной 600 мм с резиновым лезвием. Шпатель должен иметь длинную ручку, чтобы работу по разравниванию можно было выполнять с пола. При выполнении фактуры "под шагрень" шпатлевочно-окрасочный состав не выравнивается.
2.9. Перед началом нанесения раствора необходимо установить требуемую производительность агрегата 260 или 720 л/г с помощью кнопки на электрошкафу.
Набрызг шпатлевочного состава маляр M1 производит с помощью пневматического сопла, имеющегося в комплекте с агрегатом. С этой целью он должен:
открыть воздушный и материальный краны на распылителе и отрегулировать факел распыления;
проследить за правильной прокладкой растворопровода (без лишних изгибов);
закончив набрызг, перекрыть сначала материальный кран на распылителе, а затем - воздушный, после чего выключить агрегат и компрессор;
для того, чтобы вновь начать работу, открыть воздушный и материальный краны на распылителе и включить агрегат и компрессор;
в процессе работы своевременно заполнять бункер агрегата шпатлевочным материалом, не дожидаясь его полной выработки во избежание срывов в работе распылителя.
2.10. Уход за агрегатом после работы.
После окончания работы необходимо:
закрыть воздушный кран на распылителе;
перекачать оставшийся в бункере материал в емкость;
залить в опорожнившийся бункер воду;
выкачать оставшийся в трубопроводе материал в емкость до появления на выходе из распылителя воды;
закрыть материальный кран, заправить сопло в бункер агрегата и открыть кран;
промыть агрегат в течение трех минут водой, после чего слить ее и залить чистую;
промыть агрегат при работающем насосе в течение двух минут с открытым материальным краном, в течение одной минуты - с закрытым;
слить воду из агрегата и трубопроводов;
вымыть агрегат и форсунку снаружи струей воды;
отключить агрегат от электросети;
осмотреть исправность узлов и деталей агрегата, сложить и убрать воздушные и материальные трубопроводы.
График трудового процесса шпатлевания стен (на 135,8 м) приведен на рис. 1, а график трудового процесса выполнения фактурной отделки стен "под шагрень" (на 100 м2) - на рис. 2.
2.11. Механизмы, инструменты, приспособления, средства индивидуальной защиты, применяемые при выполнении вышеперечисленных процессов, приведены в табл. 2.
Таблица 2
Перечень средств технического оснащения
|
Наименование |
Назначение |
Количество, шт. |
|
.1 |
2 |
3 |
|
Агрегат шпатлевочный CО-150 |
Подача и нанесение шпатлевки |
1 |
|
Компрессор СО-7А |
Распыление состава |
1 |
|
Краскотерка |
Подготовка шпатлевки |
1 |
|
Шпатель стальной узкий |
Расшивка трещин |
2 |
|
Шпатель резиновый широкий (L = 60 мм) |
Разравнивание шпатлевки |
2 |
|
Кисть травяная |
Смачивание поверхности |
2 |
|
Щетка металлическая |
Очистка от ржавчины |
2 |
|
Кисть-ручник № 10 |
Окраска очищенных от ржавчины металлических частей |
2 |
|
Столик-подмости |
Обеспечение работы в зоне досягаемости |
1 |
|
Ящик для шпатлевки |
Обеспечение материалами |
2 |
|
Ведро хозяйственное |
Подноска материалов |
2 |
|
Щиток |
Отводка границ нанесения составов |
2 |
|
Респиратор ШБ-1, "Лепесток-200" (ГОСТ 12.4.028-76) |
Защита органов дыхания |
2 |
|
Противошумные вкладыши "Беруши" (ТУ 6-16-1852-74) |
Защита органов слуха |
2 |
|
Очки ЗП2-84, ЗН3-84 |
Защита органов зрения |
1 |
|
Рукавицы (ГОСТ 20712-75) |
Защита кожных покровов |
2 пары |
|
Силиконовый крем (ОСТ 18-21-70) |
То же |
1 |

Рис. 1. График трудового процесса шпатлевания стен
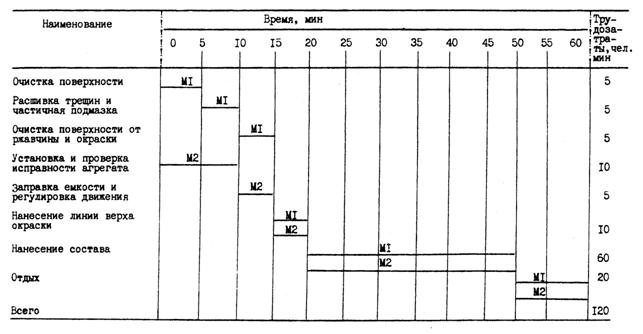
Рис. 2. График трудового процесса выполнения фактурной отделки стен под "шагрень"
3. Контроль качества
3.1. Окончательная готовность поверхности к малярной отделке определяется визуально, готовность поверхности по влажности - прибором РИСИ.
Окончательная влажность отделываемой поверхности не должна превышать 8%.
3.2. Контроль готовности помещений к отделке состоит в следующем: датчик прибора прижимают к контролируемой поверхности и следят за показаниями индикатора. Неподвижность стрелки свидетельствует о том, что поверхностный слой достиг требуемого состояния и может быть оценен как готовый к отделке.
3.3. Контроль качества выполнения операций должен осуществляться и в промежутке между нанесением шпатлевки и ее выравниванием для определения времени нанесения шпатлевочного состава.
4. Техника безопасности и производственная санитария
4.1. При работе со шпатлевочным агрегатом CО-150 силовая и осветительная сеть, трубопроводы, подачи шпатлевки и сжатого воздуха должны быть надежно защищены от возможных повреждений, а сам агрегат заземлен. При образовании пробок в агрегате и трубопроводах работу следует прекратить, снять давление в воздушном и материальных шлангах, после чего приступить к устранению пробок.
4.2. Категорически запрещается:
направлять распылитель в сторону людей, даже тогда, когда агрегат остановлен;
производить какие-либо регулировочные работы при включенном агрегате;
отсоединять разъемные соединения пневматических и материальных шлангов при наличии в них давления;
работать оператору без защитных очков;
перегибать шланги;
включать агрегат в электросеть без его заземления (зануления);
работать на агрегате с неисправным, засорившимся или неотрегулированным клапаном;
оставлять агрегат с насосом, работающим более одной мин при образовании пробок в материальном шланге;
допускать работу винтового насоса с опорожненным бункером более трех мин.
При эксплуатации шпатлевочного агрегата CО-I50 могут создаваться условия, при которых воздух рабочей зоны загрязнен окрашивающим составом (180 ±20 мг/м3) с превышением предельно допустимых концентраций (ПДК), а уровень шума выше допустимых значений на 4 - 20 дБ.
Меры по предупреждению развития заболеваний, вызванных действием пыли, направлены на предохранение работающих от действия красочного аэрозоля. Нормами предусмотрено предельно допустимое содержание аэрозоля в воздухе рабочей зоны производственных помещений (ГОСТ 12.1.005-76, табл. 4 и 5).
Величина ПДК не одинакова для разных видов аэрозоля и зависит от его фиброгенной способности и токсических свойств. В частности, при содержании в аэрозоле более 10% свободной двуокиси кремния в кристаллической модификации (кварц, кристабалит и др.) указанная ПДК составляет 1 мг/м3, а при содержании от 10 до 70% - 2 мг/м3 - ПДК асбестового аэрозоля равна также 2 мг/м3, а в пыли - только 4 мг/м3; ПДК цемента, оливины, глины, мела, апатитов - 6 мг/м3.
При работе на высоте работающие должны быть обеспечены средствами индивидуальной и коллективной защиты в соответствии с требованиями техники безопасности.
5. Экономический эффект
5.1. Внедрение разработанных методов выполнения работ позволяет при нанесении шпатлевочных составов добиться выработки 227 м2 в смену на одного рабочего (при шпатлевании за два раза) (по ЕНиР - 141 м2).
5.2. При нанесении шпатлевочно-окрасочных составов для получения фактуры "под шагрень" выработка на одного рабочего в смену составляет 430 м2 (по ЕНиР - 60,2 м2).
III. МЕТОД ВЫПОЛНЕНИЯ ОКРАСОЧНЫХ РАБОТ С ПРИМЕНЕНИЕМ АГРЕГАТОВ ВЫСОКОГО ДАВЛЕНИЯ
1. Организационно-технические условия выполнения процессов
1.1. Метод окраски поверхностей агрегатами высокого давления основан на распылении окрасочных составов под высоким давлением с помощью агрегатов 2600Н и 7000Н.
1.2. Окрасочные агрегаты 2600Н и 7000Н предназначены для окраски поверхностей промышленных и гражданских зданий, а также металлоконструкций, вентиляционных камер.
1.3. Поверхность, предназначенная под окраску, должна быть выровнена, прошпатлевана, не иметь трещин, неровностей, других дефектов, а также очищена от пыли и ржавчины. Контроль качества поверхности выполняется с целью определения соответствия ее требованиям ГОСТ 22753-77.
1.4. Окрасочные составы следует хранить в помещении с положительной температурой, а перед нанесением осуществить подготовку, включающую:
проверку готовности к применению централизованно изготовляемых малярных составов;
проверку вязкости окрасочных составов и доведение их до рабочей консистенции;
процеживание составов.
1.5. Большинство лакокрасочных материалов, применяемых в строительстве, можно наносить на поверхности агрегатами высокого давления.
Агрегаты 2600Н могут растаять материалы с условной вязкостью до 100 - 200 с по вискозиметру ВЗ-4 с крупностью твердых частиц до 0,08 мм, а агрегаты 7000Н - соответственно - до 150 - 300 с и до 0,14 мм. Для агрегатов непригодны материалы с такими наполнителями, как цемент, каменная мука, песок, мел.
2. Методы и приемы труда
2.1. Окрашивание поверхности с помощью агрегатов высокого давления выполняет звено, состоящее из маляра-оператора 3 разряда (М1) и маляра-машиниста 5 разряда (M2).
2.2. Работа по окрашиванию поверхности агрегатами безвоздушного распыления состоит из следующих операций:
подготовка поверхности к окрашиванию;
обслуживание агрегата;
окрашивание конструкций.
2.3. Подготовку строительных конструкций выполняют маляры M1 и M2. В состав данной операции входят:
проверка соответствия качества подготовки поверхностей ГОСТ 22753-77; очистка поверхностей от пыли и грязи с помощью стальных щеток с последующей протиркой ветошью.
2.4. Обслуживание агрегата выполняет машинист-оператор M2. Перед пуском агрегата он доводит малярные составы до рабочей вязкости, которую проверяет вискозиметром ВЗ-4. После этого маляр M2 процеживает окрасочные составы через сетку с 918 отв/см2 или через вибросито.
2.5. Подготовка агрегата заключается в подключении его к электросети, соединении рукавов высокого давления с пистолетом и насосом, установке фильтров и заправке расходной емкости окрасочным составом.
2.6. Пуск агрегата машинист-оператор М2 осуществляет в следующем порядке:
устанавливает выключатель электродвигателя в положение "Выключено", регулятор давления насоса - в положение "Минимальное давление", перепускной клапан - в положение "1 - 1" ("Открыто"), а пусковую скобу пистолета фиксирует предохранителем в положении "Закрыто";
включает подачу тока на распределительном щите;
опускает фильтр всасывающей системы в емкость с растворителем и поворачивает регулятор давления по часовой стрелке на четверть оборота;
выходное отверстие пистолета (без распылительного сопла) направляет в расходную емкость; при появлении растворителя, вытекающего из перепускного шланга, следует закрыть перепускной клапан, установив его ручку в положение "0 - 0", затем медленно повернуть ручку регулятора давления по часовой стрелке и открыть клапан пистолета пусковой скобой, установив рычаги предохранителя в промежуточное положение ("Вниз");
при появлении в отверстии пистолета краски отпускает пусковую скобу и закрепляет ее в положении "Закрыто".
2.7. Маляр-оператор M1 устанавливает на пистолет (или удочку) распылительное сопло с нужными для окраски параметрами распыления, держит пистолет-распылитель одной рукой, второй рукой поддерживает рукав высокого давления и наносит окрашивающий состав на поверхность. Толщина полосы покрытия при движении пистолета должна уменьшаться от середины к краям.
2.8. Расстояние от пистолета до окрашиваемой поверхности должно быть от 0,26 до 4 м, скорость перемещения пистолета-распылителя должна быть около 0,25 - 0,6 м/с. Отпечаток факела должен иметь на окрашиваемой поверхности форму вытянутого эллипса с равномерным насыщением материала.
2.9. Проверив равномерность огрунтовки и просушив ее (через 1 - 2 ч) маляры M1 и М2 приступают к окраске. Маляр M1 проверяет исправность шлангов и работу пистолета, а затем наносит краску на поверхность так же, как и при огрунтовке, не допуская пропусков и подтеков. Маляр М2 выполняет в процессе окраски те же операции, что и при огрунтовке.
2.10. После технологического перерыва (до 2 ч) маляры М1 и М2 приступают к повторной окраске и ведут ее в том же порядке, что при первой окраске. График трудового процесса окраски потолков с помощью агрегатов высокого давления (затраты труда на 200 м2 потолков) представлен на рис. 3.
2.11. После окончания работы (смены) маляр M2 промывает агрегат прокачкой растворителя. Сопло и фильтрующие элементы очищают от остатков окрашивающего состава и промывают в растворителе отдельно от агрегата. Жидкость из агрегата удаляют прокачкой вхолостую.
2.12 Машины, оборудование и средства индивидуальной защиты, применяемые при выполнении окрасочных работ агрегатами высокого давления, приведены в табл. 3.
Таблица 3
Перечень средств технического оснащения
|
Наименование |
Количество |
Назначение |
|
1 |
2 |
3 |
|
Агрегат 2600Н (7000Н), шт. |
1 |
Нанесение окрасочных составов |
|
Пистолет-распылитель, шт. |
1 |
То же |
|
Комплект насадок, комп. |
1 |
-"- |
|
Комплект шлангов, м |
30 |
Подача окрасочных составов |
|
Складные столики-подмости конструкции Мосоргстроя. шт. |
2 |
Обеспечение работы в удобной позе |
|
Респиратор, шт. |
2 |
Защита органов дыхания |
|
Очки ЗП2-84, ЗП3-84, ЗП1-90, шт. |
2 |
Защита органов зрения |
|
Пасты ИЭР (МРТУ 42-832-62), ХИСТ-6 (ФС 42-442-72), "Невидимка" (ТУ 6-15-32-02-76), паста ПМ-1, тюб. |
1 |
Защита кожных покровов |
|
Рукавицы (ГОСТ 20712-75), пар |
2 |
То же |
3. Техника безопасности и производственная санитария
3.1. К работе с окрасочными агрегатами допускаются лица, прошедшие специальную подготовку и ознакомленные с правилами техники безопасности.
3.2. При возникновении неисправностей агрегата во время работы (утечка жидкости, отказ клапана краскораспылителя и др.) необходимо немедленно остановить машину и снизить давление.
3.3. При работе с лакокрасочными материалами, содержащими взрывоопасные растворители, агрегат, пистолет: и расходная емкость с жидкостью должны иметь отвод зарядов статического электричества через заземление или нулевую фазу электросети. Расходная емкость должна закрываться крышкой.
3.4. Использование лакокрасочных материалов с токсичными компонентами растворителей допускается только в помещениях с приточно-вытяжной вентиляцией, обеспечивающей в рабочей зоне кратность обмена воздуха по санитарным нормам.
3.5. Категорически запрещается:
направлять входные отверстия распылительного сопла пистолета на людей;
прикладывать к отверстию сопла пальцы и кисти рук;
оставлять агрегат под давлением без присмотра;
допускать к работе с агрегатами посторонних и необученных лиц;
работать на неисправном агрегате;
снимать, резко изгибать или растягивать шланг высокого давления;
работать с красками и растворителями неизвестного состава;
устранять любые неисправности машины при включенном электродвигателе;
производить окрасочные работы взрывоопасными материалами при наличии во взрывоопасной зоне открытого огня, невзрывозащищенного оборудования, установок и освещения, находящихся под напряжением, накапливающих заряды статического электричества и образующих искры.

Рис. 3. График трудового процесса окраски потолков с помощью агрегатов высокого давления
Маляры-операторы при нанесении краски аппаратом высокого давления могут подвергаться воздействию повышенной загрязненности воздуха рабочей зоны химическими соединениями, пылью. Для очистки кожи от загрязнений категорически запрещается применять бензин, керосин, ацетон и другие органические растворители. Для удаления с кожи брызг окрасочных составов рекомендуется использовать ватные или марлевые тампоны, смоченные растительными маслами (подсолнечным, хлопковым и т.д.).
В качестве растворителей и разбавителей для лакокрасочных материалов запрещается применять бензол и пиробензол. Необходимо добиваться полной замены гомологов бензола (ксилол, толуол, сольвент и др.) уайт-спиритом, содержащим минимальный процент (12 -16%) ароматических углеводородов.
3.6. Окрасочные материалы (ацетон, этилацетат, толуол, спирт этиловый, бутилацетат) с содержанием легколетучих растворителей с относительным показателем испарения до 7 (по отношению к серному эфиру) следует заменять на тяжелолетучие растворители с показателем испарения от 20 до 54 (скипидар, спирт изобутиловый, спирт бутиловый, этилцеллозольв).
Лучшей заменой лакокрасочных составов, содержащих бутиловый спирт, этилцеллозольв или уайт-спирит, являются водорастворимые краски (без органических растворителей и вредных полимеров).
3.7. ПДК в воздухе рабочей зоны спирта бутилового - 10 мг/м3, ксилола и толуола - 50 мг/м3, сольвента и бензина - 100 мг/м3, ацетона, этилацетата, бутилацетата - 200 мг/м3, уайт-спирита и скипидара - 300 мг/м3, спирта этилового - 1000 мг/м3.
Не рекомендуется использовать агрегаты высокого давления в помещениях малого объема (менее 100 м3).
3.8. Оптимизация условий труда операторов должна быть направлена на уменьшение загрязненности воздуха рабочей зоны вредными химическими соединениями и пылью (устройство эффективной общеобменной и местной вентиляции, использование средств индивидуальной защиты).
3.9. Первая помощь при отравлении бензином, уайт-спиритом. Прежде всего необходимо вынести пострадавшего на свежий воздух. Обеспечить тепло, покой. Сделать ингаляцию кислорода, ввести внутривенно 40%-ный раствор глюкозы (20 мл) с аскорбиновой кислотой (5% - 5 мл), а при возбуждении - препарат брома. При попадании бензина через желудочно-кишечный тракт сделать промывание желудка 2%-ным содовым раствором. Перед промыванием рекомендуется ввести в желудок 2 - 3 ложки растительного масла. При возможности развития аспирационной пневмонии необходимо профилактическое введение антибиотиков и сульфаниламидных препаратов. При остановке дыхания сделать искусственное дыхание. Ввести инъекции лобелина (1% - 1 мл) или цититона (1 мл). При появлении дыхания - карбогена (кислород в смеси с 5 - 7%-ной углекислотой), после которого обеспечить длительные вдыхания кислорода.
При слабости сердечной деятельности ввести подкожные инъекции камфоры (20% - 2 мл), кофеина (10% - 1 мл), кордиамина (2 мл). Адреналин и рвотные средства противопоказаны.
4. Эффективность
Выполнение малярных работ с помощью агрегатов высокого давления позволяет звену из двух человек окрасить за смену 200 м2 поверхности потолков или 250 м2 поверхности стен. (по ЕНиР - 145 м2 - поверхности потолков или 170 м2 поверхности стен).
IV МЕТОД НАНЕСЕНИЯ ОКРАСОЧНЫХ СОСТАВОВ С ПРИМЕНЕНИЕМ АГРЕГАТОВ НИЗКОГО ДАВЛЕНИЯ
1. Организационно-технические условия выполнения процесса
1.1. Сущность метода нанесения лакокрасочных покрытий окрасочными агрегатами низкого давления состоит в том, что лакокрасочный материал распыляется на поверхность при помощи потока горячего воздуха, создаваемого турбиной.
1.2. К началу производства работ по нанесению окрасочных составов поверхности конструкций зданий должны быть готовы к обработке огрунтовочными и окрашивающими составами. Обрабатываемая поверхность должна быть выровнена, прошпаклевана, не иметь трещин, неровностей и других дефектов.
1.3. Лакокрасочные материалы должны быть хорошо перетерты, перемешаны и отфильтрованы. Размер твердых частиц в лакокрасочном материале должен быть в 1,5 - 2 раза меньше размера малой оси эллипсного отверстия сопла.
Изготовление лакокрасочных материалов производится централизованно. Подготовленный и проверенный материал доставляется на окрасочные посты из расчета сменной потребности.
1.4. В зависимости от вязкости материалов применяются различные типы агрегатов. Лакокрасочные материалы по вязкости можно разделить условно на маловязкие (до 5 с), средневязкие (50 - 120 с), высоковязкие (свыше 120 с). Вязкость материала определяется с помощью вискозиметра ВЗ-4.
1.5. Агрегатами низкого давления можно наносить на окрашиваемые поверхности большинство лакокрасочных материалов, применяемых в строительстве:
моделью Т2С - материалы с условной вязкостью до 300 с по ВЗ-4;
моделью Т4Д/U и Т6 - материалы с условной вязкостью до 80 с по ВЗ-4.
1.6. Окрасочные агрегаты низкого давления моделей T4/U и Т2С работают от электрической сети. Ток - однофазный, номинальное напряжение - 220 в.
Окрасочный агрегат Т6 работает от электрической сети. Ток - трехфазный (табл. 4).
1.7. Агрегаты низкого давления мобильны и транспортабельны, в рабочей зоне перемещаются вручную. В малых помещениях следует применять агрегат Т2С, а при производстве больших объемов работ наиболее эффективно использование агрегата Т6.
Технические характеристики окрасочных агрегатов сверхнизкого давления
|
Наименование |
Единица измерения |
Т2С |
T4/U |
Т6 |
|
1 |
2 |
3 |
4 |
5 |
|
Производительность при окрашивании |
м2/ч |
40 |
120 |
200 |
|
Расход воздуха турбокомпрессора |
л/мин |
2000 |
4000 |
7500 |
|
Давление турбокомпрессора |
кгс/см2 |
0,1 |
0,3 |
0,5 |
|
Температура воздуха, выходящего из турбокомпрессора |
°С |
до 90 |
до 90 |
до 90 |
|
Производительность краскораспылителя в пересчете на воду |
|
|
|
|
|
при 1,5 мм |
|
0,54 |
0,7; |
1,08 - 2,8 |
|
1,16 |
1,7 |
|||
|
при 3,5 мм |
|
1,82; |
2,6; |
3,6 - 8,14 |
|
3,82 |
6,48 |
|||
|
Мощность электродвигателя |
кВт |
0,5 |
1,0 |
7,5 |
|
Мощность двигателя внутреннего сгорания |
кВт |
0,5 |
1,0 |
8,0 |
|
Частота тока |
Гц |
50 |
50 |
50 |
|
Напряжение |
В |
220 |
220 |
220/380 |
|
Ток |
|
однофазный |
|
трехфазный |
|
Масса |
кг |
3,9 |
16 |
102 |
1.8. Нанесение окрасочных составов производит маляр-оператор 1У разряда, имеющий навыки работы с отделочными машинами и прошедший инструктаж по технике безопасности.
2. Методы и приемы труда
2.1. Работа по окрашиванию агрегатами низкого давления состоит из операций по подготовке агрегата к работе, нанесению окрасочных слоев, разборке и промывке агрегата.
2.2. Подготовка агрегата к работе выполняется в следующем порядке:
соединить материальный шланг с нагнетательным баком и пистолетом-распылителем;
закрыть пробкой свободный - (верхний или нижний) выход нагнетательного бака, в зависимости от распыляемого материала. При этом нижний выход нагнетательного бака используется для распыления пастообразных (вязких) материалов, а верхний - для менее вязких (красок);
наполнить бак окрашивающим составом, установить крышку красконагнетательного бака, закрыть ее;
проверить закрытие клапана на крышке бака и включить турбокомпрессор;
нажать на гашетку пистолета-распылителя, давая возможность краске вытечь (без распыления воздуха);
включить турбокомпрессор, приступить к окрашиванию поверхности.
2.3. В случае недостаточной подачи материала следует смазать внутреннюю поверхность шланга растворителем окрашивающего состава, а если состав на водной основе, смочить водой.
2.4. При нанесении окрашивающего состава на поверхность сопло пистолета-распылителя устанавливается в зависимости от характера производимых работ. Для окрашивания больших поверхностей вертикальными проходами устанавливается плоский горизонтальный факел. Для окрашивания поверхностей горизонтальными проходами устанавливается плоский вертикальный факел. Для окрашивания поверхностей с дальней дистанции (перекрытий, потолков) устанавливается круглый факел.
2.5. После окончания работы маляр-оператор должен:
открыть клапан и нагнетательный бак;
залить растворитель;
закрыть крышку и подать давление;
нажать гашетку распылителя без распыления воздуха, регулируя краску в шланге до появления чистого растворителя;
удалить растворитель и промыть пистолет-распылитель и сопло.
2.6. Средства механизации и индивидуальной защиты, применяемые при выполнении вышеуказанных операций, приведены в табл. 5.
Перечень технических средств оснащения
|
Наименование |
Назначение |
|
1 |
2 |
|
Пистолет с верхним бачком под давлением |
Используется в сочетании с любым видом турбокомпрессора |
|
Пистолет с верхним бачком |
То же для жидких текучих красок |
|
Пистолет типа "Скрипер" |
-"- для материалов без связующего |
|
-"- гранулометрический состав материала до 5-7 мм |
|
|
Пистолет без бачка |
Подача краски из бака с помощью насоса |
|
Пистолет для большого расхода |
Используется для всех видов окраски |
|
Пистолет для полувязких материалов |
|
|
Удочка для вязких материалов |
|
|
Удочка для окрашивания с дальнего расстояния |
Используется только для жидких красок |
|
Респираторы РУ-60М-А (ГОСТ 17269-71) РПГ-67A (ГОСТ 12.4.004-74) |
Защита органов дыхания |
|
Противошумные вкладыши "Беруши" (ТУ 6-16-1852-74) |
Защита органов слуха |
|
Очки ЗП2-84, ЗП3-84, ЗП1-90 |
Защита органов зрения |
|
Пасты - ИЭР (МРТУ 42-832-62) |
Защита кожных покровов |
|
ХИОТ-6 (ФС 42-442-72). |
|
|
"Невидимка" (ТУ 6-15-32-02-76), |
|
|
паста ПМ-1 |
|
|
Предохранительные пояса |
Предупреждение падения |
3. Контроль качества
Контроль качества поверхности осуществляется визуально с целью определения соответствия качества окрашивания требованиям ГОСТ 22844-77.
4. Техника безопасности
4.1. К работе с окрасочным агрегатом допускаются рабочие, прошедшие специальную подготовку по техническому использованию и обслуживанию агрегата низкого давления и ознакомленные с требованиями правил техники безопасности.
4.2. Оператор должен знать: устройство агрегата, инструкцию по его эксплуатации и техническому обслуживанию, безопасные метода выполнения работ.
4.3. Для обеспечения безаварийной работы оператор должен проверить напряжение сети, напряжение электродвигателя, исправность пускового устройства и наличие заземления, отсутствие повреждения изоляции электропроводки.
4.4. Агрегат низкого давления должен быть испытан в соответствии с нормами и сроками, предусмотренными Правилами Госгортехнадзора и Госэнергонадзора, по которым запрещается:
работать при неисправном оборудовании;
допускать к работе посторонних лиц;
отсоединять шланги под давлением;
производить разборку, ремонт, регулировку и смазку агрегата во время его работы;
оставлять без надзора машину, подключенную к сети;
работать с агрегатом без заземления.
В процессе эксплуатации аппарата сверхнизкого давления маляры-операторы могут подвергаться воздействию вредных химических соединений, шума и неблагоприятных метеорологических условий.
4.5. Рабочие должны быть обеспечены средствами индивидуальной и коллективной защиты (подмостями, вышками, люльками, лестницами, поясами и т.п.) в соответствии с требованиями техники безопасности.
4.6. На специально отведенных местах необходимо вывесить правила техники безопасности при производстве работ и оказания первой доврачебной помощи при несчастных случаях.
При отравлении органическими растворителями (бензол, толуол, ксилол, сольвент) вынести пострадавшего на свежий воздух из помещения, где произошло отравление. Обеспечить тепло и покой. Длительное вдыхание кислорода чередовать с вдыханием карбогена внутривенно ввести 40%-ный раствор глюкозы (20 мл). При явлениях раздражения слизистых оболочек дыхательных путей сделать содовую ингаляцию. В тяжелых случаях отравления органическими растворителями при остановке дыхания сделать искусственное дыхание. Внутривенно ввести лобелин (1% - 1 мл) или цититон (1 мл), сердечные средства: кордиамин (1 мл), подкожно камфору (20% - 1 мл), кофеин (10% - 1 мл). Противопоказаны инъекции адреналина.
При попадании органических растворителей (бензол, толуол, ксилол, сольвент) в желудок, больному дается растительное масло, которое задерживает всасывание вредных веществ, а затем производится тщательное промывание желудка 1%-ным раствором соды.
5. Эффективность
5.1. Применение агрегатов низкого давления благодаря использованию подогрева окрасочных составов позволяет улучшить адгезивные свойства окрасочных материалов, что в конечном итоге уменьшает время нанесения их на рабочую поверхность.
5.2. Применение агрегата уменьшает расход материалов на 20 - 40% благодаря исключению туманообразования и сокращает затраты труда на 20 - 25%.