МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
МЕШКИ БУМАЖНЫЕ
Технические условия
ГОСТ 2226-88
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
МЕШКИ БУМАЖНЫЕ Технические условия Paper bags. Specifications |
ГОСТ |
Дата введения 01.01.90
Настоящий стандарт распространяется на бумажные мешки, предназначенные для сыпучей и штучной продукции.
Обязательные требования изложены в пп. 1.2.2; 1.2.13; 1.2.14, 3.1.
(Измененная редакция, Изм. № 1, 2).
(Измененная редакция, Изм. № 3)
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Основные параметры и размеры
1.1.1. Мешки изготовляют двух типов: склеенные и сшитые.
Мешки обоих типов изготовляют с открытой или закрытой (с клапаном) горловиной, как указано на черт. 1 - 9.
Мешок склеенный открытый плоский с шестиугольным дном
Черт. 1
Мешок склеенный открытый с фальцами и прямоугольным дном
Черт. 2
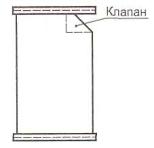
Мешок склеенный плоский закрытый с шестиугольным дном
Черт. 3
Мешок сшитый открытый с фальцами
Мешок сшитый закрытый с фальцами
В - ширина мешка с развернутыми фальцами; В1 - ширина мешка; L - длина мешка; В2 - ширина дна, наружная ширина клапана в склеенных мешках; В3 - ширина фальца в мешках; h - высота клапана
Примечание. По согласованию с потребителем допускается изготовлять мешки со склеенным и сшитым дном и верхом
Мешок склеенный открытый плоский с подвернутым дном

Черт. 6
Мешок склеенный открытый с фальцами и подвернутым дном

Черт. 7
Мешок склеенный закрытый с фальцами, прямоугольным дном и горловиной

Черт. 8
Мешок сшитый плоский закрытый
(Измененная редакция, Изм. № 3)
1.1.2. Мешки изготовляют марок, указанных в табл. 1.
Таблица 1
|
Характеристика |
Применяемость |
|
|
НМ |
Мешки непропитанные со всеми слоями из непропитанной мешочной бумаги |
Для негигроскопичной продукции |
|
БМ |
Мешки битумированные с двумя или тремя слоями из битумированной мешочной бумаги и остальными слоями из непропитанной мешочной бумаги |
Для малогигроскопичной продукции |
|
ВМ |
Мешки влагопрочные с одним-тремя слоями из влагопрочной бумаги и остальными слоями из непропитанной мешочной бумаги |
Для продукции, транспортируемой в условиях повышенной влажности |
|
ПМ |
Мешки ламинированные с одним или двумя слоями из ламинированной полиэтиленом мешочной бумаги и остальными слоями из непропитанной мешочной бумаги |
Для гигроскопичной продукции, пищевых продуктов, агрессивных химикатов, а также продуктов, не допускающих попадания в них волокон бумаги |
|
БМП |
Мешки комбинированные с одним слоем из битумированной мешочной бумаги, с одним слоем из ламинированной мешочной бумаги и остальными слоями из непропитанной мешочной бумаги |
Для гигроскопичной продукции, агрессивных химикатов, а также продуктов, не допускающих попадания в них волокон бумаги |
|
ВМБ |
Мешки, комбинированные с одним или двумя слоями из влагопрочной мешочной бумаги, одним или двумя слоями из битумированной мешочной бумаги и остальными из непропитанной мешочной бумаги |
Для малогигроскопичной продукции, транспортируемой в условиях повышенной влажности |
|
ВМП |
Мешки комбинированные с одним или двумя слоями из влагопрочной мешочной бумаги, с одним слоем из ламинированной мешочной бумаги и остальными слоями из непропитанной мешочной бумаги |
Для гигроскопичной продукции, агрессивных химикатов, а также продуктов, не допускающих попадания в них волокон бумаги, транспортируемых в условиях повышенной влажности |
Марку применяемых мешков устанавливают в нормативных документах на конкретные виды продукции.
(Измененная редакция, Изм. № 1, 2).
1.1.3. Общее количество слоев в мешках должно быть: от двух до шести в открытых мешках и от трех до шести в закрытых мешках.
Расположение слоев из битумированной, влагопрочной и ламинированной полиэтиленом или другими материалами бумаги устанавливают по согласованию с потребителем.
Мешки всех марок, кроме марки НМ, относятся к влагопрочным.
(Измененная редакция, Изм. № 3)
1.1.4. Размеры мешков должны соответствовать указанным в табл. 2.
Таблица 2
|
Мешки склеенные |
|||||||
|
L |
В |
В1 |
В2 |
L |
В |
В1 |
В2 |
|
±1,0 |
±0,5 |
±0,5 |
±0,5 |
±1,0 |
±0,5 |
±0,5 |
±0,5 |
|
Открытые |
|||||||
|
60 |
61,5 |
53,5 |
8 |
79 |
- |
46,5 |
9,0 |
|
80 |
61,5 |
53,5 |
8 |
83 |
60,0 |
40,0 |
20,0 |
|
82 |
50,0 |
42,0 |
8 |
83 |
61,5 |
40,0 |
21,5 |
|
96 |
51,5 |
43,5 |
8 |
84 |
- |
51,5 |
9,0 |
|
100 |
50,0 |
42,0 |
8 |
92 |
- |
50,0 |
9,0 |
|
100 |
64,0 |
52,0 |
12 |
92 |
- |
50,0 |
13,0 |
|
|
|
|
|
92 |
- |
60,0 |
13,0 |
|
|
|
|
|
95 |
61,5 |
45,0 |
16,5 |
|
100 |
61,5 |
53,5 |
8 |
95 |
61,5 |
40,0 |
21,5 |
|
|
|
|
|
97 |
- |
46,5 |
9,0 |
|
|
|
|
|
100 |
- |
51,5 |
9,0 |
|
Закрытые |
|
||||||
|
75 |
50,0 |
42,0 |
8 |
33 |
- |
30,5 |
9,0 |
|
78 |
50,0 |
42,0 |
8 |
55 |
- |
30,5 |
9,0 |
|
|
|
|
|
62 |
- |
51,5 |
9,0 |
|
|
|
|
|
65 |
- |
46,5 |
9,0 |
|
|
|
|
|
65 |
- |
49,5 |
9,0 |
|
|
|
|
|
65 |
- |
49,5 |
13,0 |
|
|
|
|
|
70 |
- |
50,0 |
13,0 |
|
|
|
|
|
73 |
- |
60,0 |
13,0 |
|
|
|
|
|
78 |
- |
50,0 |
13,0 |
|
|
|
|
|
84 |
- |
50,0 |
13,0 |
|
|
|
|
|
90 |
- |
51,5 |
13,0 |
Примечание. Допускается по согласованию с потребителем изготовлять мешки других размеров.
(Измененная редакция, Изм. № 1, 2).
1.2. Характеристики
1.2.1а. Мешки должны соответствовать требованиям настоящего стандарта и технологическим регламентам.
(Введен дополнительно, Изм. № 1).
1.2.1. Мешки изготавливают из мешочной бумаги по ГОСТ 2228 или других видов бумаги по нормативным документам с показателями качества не ниже показателей качества мешочной бумаги.
(Новая редакция, Изм. № 2).
(Измененная редакция, Изм. № 3)
1.2.2. Мешки должны быть склеены клеем на основе крахмала или другими клеями, обеспечивающими прочность мешка. Клей для мешков, предназначенных для упаковывания пищевых продуктов, должен быть допущен к применению национальными органами здравоохранения.
(Измененная редакция, Изм. № 2).
1.2.3. Продольный клеевой шов в мешке должен иметь нахлест не менее 1,0 см.
1.2.4. Склеенные мешки должны иметь с боковых сторон по одному наружному сгибу.
Склеенные открытые мешки размерами 83´40´20; 95´45´16,5; 83´40´21,5 и 95´40´21,5 см должны иметь с боковых сторон фальцы. Расстояние между наружными сгибами у мешка размером 83´40´20 см должно быть 20 см, 95´45´16,5 - 16,5 см, у остальных - 21,5 см.
(Измененная редакция, Изм. № 3)
1.2.5. Склеенные закрытые мешки должны быть изготовлены с клапаном, снабженным манжетой, или упрочняющим листом. Конструкция манжеты устанавливается по согласованию с потребителем. Длина манжеты должна быть не более 18 см.
(Измененная редакция, Изм. № 1).
1.2.6. По согласованию с потребителем склеенные закрытые мешки могут иметь со стороны клапана точечную перфорацию, в верхней части склеенных открытых мешков может быть нанесена точечная склейка слоев или вырубка для пальца.
1.2.7. Сшитые мешки изготавливают с фальцами (черт. 4 и 5) или плоскими (черт. 9).
Высота вырубки клапана сшитого мешка должна быть (3 ± 0,5) см, ширина вырубки (6,5 ± 0,5) см, высота клапана h (черт. 5) - (8,5 ± 0,5) см.
(Измененная редакция, Изм. № 3)
1.2.8. При сшивке мешка должна применяться крепированная лента из бумаги, предусмотренной в п. 1.2.1. Лента должна выступать за края мешка не менее 2,5 см.
Ширина ленты должна быть для швов:
трехниточного (5 ± 0,5) см;
двухниточного (6 ± 0,5) см.
(Измененная редакция, Изм. № 1).
1.2.9. Мешки должны быть сшиты трехниточным швом. Для мешков должны применяться хлопчатобумажные нити по ОСТ 17-155 - две прошивочные 50 текс ´ 5 (№ 20/5) для открытых, 50 текс ´ 6 (№ 20/6) для закрытых и одна прокладочная 200 текс ´ 3 (№ 5/3) для открытых и закрытых мешков, а также хлопчатобумажные и синтетические нити по нормативным документам, обеспечивающие прочность сшивки мешка.
Допускается открытые мешки прошивать двухниточным швом, при этом взамен прокладочной нити должна применяться двойная полоска бумажной крепированной ленты.
Допускается открытые трехслойные мешки размером 100´42, 80´53,5 и 60´53,5 см, предназначенные для упаковывания продукции массой не более 20 кг, прошивать двухниточным швом без применения прокладочной нити и двойной полоски бумажной крепированной ленты при условии обеспечения сохранности упаковываемой продукции.
(Измененная редакция, Изм. № 2).
1.2.10. Расстояние ниточного шва от края мешка должно составлять (15 ± 2) мм.
1.2.11. Длина стежка ниточного шва мешков должна составлять для:
открытых 10+2 мм;
закрытых 8+2 мм.
Допускается длина стежка ниточного шва для открытых мешков (11 ± 2) мм при обеспечении установленной прочности мешков.
(Измененная редакция, Изм. № 2).
1.2.12. Рекомендуемая предельная масса продукции в мешках для:
пяти-, шестислойных - 50 кг;
четырехслойных - 40 кг;
трехслойных - 20 кг;
двухслойных - 10 кг.
(Измененная редакция, Изм. № 1).
1.2.13. Прочность мешка характеризуется показателем сопротивления ударам при свободном падении.
1.2.14. Число ударов при испытании открытых мешков должно соответствовать нормам, указанным в табл. 3, закрытых - табл. 3 или 4.
Таблица 3
|
Высота сбрасывания, см |
Число ударов для открытых мешков марок |
Высота сбрасывания, см |
Число ударов для закрытых мешков марок |
|||
|
НМ, ВМ, ПМ, ВМП |
БМ, БМП, ВМБ |
НМ, ВМ, ПМ, ВМП |
БМ, БМП, ВМБ |
|||
|
2 |
|
6 |
- |
|
- |
- |
|
3 |
|
8 |
6 |
|
8 |
6 |
|
4 |
30 |
9 |
8 |
90 |
13 |
8 |
|
5 |
|
13 |
13 |
|
16 |
14 |
|
6 |
|
16 |
16 |
|
19 |
16 |
Таблица 4
|
Высота сбрасывания, см |
Число ударов для закрытых мешков марок |
Высота сбрасывания, см |
Число ударов для закрытых мешков марок |
|||
|
НМ, ВМ, ПМ, МВП |
БМ |
БМП |
ВМБ |
|||
|
3 |
145 |
2 |
115 |
2 |
- |
2 |
|
|
|
|
130 |
- |
2 |
- |
|
4 |
190 |
2 |
130 |
2 |
- |
2 |
|
|
|
|
145 |
- |
2 |
- |
|
5 |
205 |
2 |
175 |
2 |
- |
2 |
|
|
|
|
190 |
- |
2 |
- |
|
6 |
220 |
2 |
190 |
2 |
- |
2 |
|
|
|
|
205 |
- |
2 |
- |
(Измененная редакция, Изм. № 1).
1.2.15. В мешках не допускаются следующие дефекты:
разрывы, отверстия;
клеевые пятна, приводящие к склеиванию мешков;
прерывистость клеевых и ниточных швов;
отсутствие нахлеста в продольном шве;
швы, не закрытые крепированной лентой.
Допускается нарушение клеевых швов длиной не более 2 мм.
1.2.16. Требования к мешкам для опасных грузов должны соответствовать ГОСТ 26319-84.
(Введен дополнительно, Изм. № 2).
1.2.17. По согласованию с потребителем на поверхность мешков может быть нанесена цветная печать.
(Введен дополнительно, Изм. № 2).
1.3. Маркировка
1.3.1На каждую кипу мешков наклеивают бумажный ярлык по ГОСТ 14192, с указанием:
типа, марки, размеров, числа слоев мешков и их назначения;
наименования страны-изготовителя;
товарного знака и/или наименования предприятия-изготовителя и его юридического адреса;
числа мешков в кипе;
даты изготовления;
обозначения настоящего стандарта;
информации о способе утилизации мешков после их использования;
экологической маркировки (при наличии у изготовителя подтверждающей документации).
Транспортная маркировка - по ГОСТ 14192.
(Измененная редакция, Изм. № 2).
(Измененная редакция, Изм. № 3)
1.3.2. На каждую кипу мешков наклеивают ярлык по ГОСТ 14192-96 с предупредительной надписью «Не бросать», а также манипуляционными знаками «Беречь от влаги» и «Крюками не брать».
Допускается совмещение на одном ярлыке транспортной маркировки (в том числе предупредительных надписей и манипуляционных знаков) с маркировкой, характеризующей продукцию.
(Измененная редакция, Изм. № 2).
1.3.3. Допускается по согласованию с потребителем наносить на мешок маркировку, характеризующую упаковываемую продукцию.
Мешки, предназначенные для опасных грузов, маркирует предприятие-изготовитель упаковываемой продукции в соответствии с приложением 2 ГОСТ 26319-84.
(Измененная редакция, Изм. № 1, 2).
1.3.4. Для мешков, прошедших обязательную сертификацию, в товаро-сопроводительной документации указывают национальный знак соответствия или номер сертификата соответствия.
(Введен дополнительно, Изм. № 2).
1.4. Упаковка
1.4.1. Мешки укладывают в кипы. Количество мешков в кипе может быть 100, 150, 200 и от 500 до 2000 шт. в каждой.
1.4.2. Кипы до 200 шт. прессуют и перевязывают бумажным шпагатом в три пояса (два в поперечном и один в продольном или все три в поперечном направлении).
Кипы от 500 до 2000 шт. прессуют, упаковывают по боковым сторонам в четыре слоя бумаги и затягивают в поперечном направлении тремя поясами нагартованной и полунагартованной упаковочной ленты по ГОСТ 3560 и ГОСТ 503.
В местах соединения концы упаковочной ленты должны быть закреплены пряжками или внахлест. Концы ленты должны быть затянуты таким образом, чтобы они не мешали погрузочно-разгрузочным работам и не повреждали мешки.
Допускаются другие виды упаковывания, обеспечивающие сохранность мешков.
1.4.1, 1.4.2. (Измененная редакция, Изм. № 1).
2. ПРИЕМКА
2.1. Мешки принимают партиями. Партией считают количество мешков одного типа, марки, размера и слойности, оформленных одним документом о качестве, содержащим:
наименование продукции и ее назначение;
наименование страны-изготовителя;
товарный знак и/или наименование предприятия-изготовителя и его юридический адрес;
тип, марку, размеры и число слоев мешка;
номер партии;
дату изготовления;
число мешков в партии;
обозначение настоящего стандарта;
результаты испытаний или подтверждение о соответствии качества мешков требованиям настоящего стандарта;
гигиеническое заключение для мешков, предназначенных для упаковывания пищевых продуктов;
информацию о необходимости утилизации использованных мешков.
Допускается в документе о качестве указывать другую информацию, касающуюся качества мешков.
(Измененная редакция, Изм. № 1).
(Измененная редакция, Изм. № 3)
2.2. Мешки подвергают приемо-сдаточным испытаниям. При этом контролируют внешний вид, качество изготовления, размеры и показатель прочности мешков при сбрасывании.
2.3. Для контроля качества мешков от партии отбирают выборку в количестве 20 шт.
(Измененная редакция, Изм. № 1).
2.4. Партию считают соответствующей требованиям настоящего стандарта, если в выборке окажется не более двух мешков, не соответствующих требованиям настоящего стандарта.
Если в выборке окажется более двух мешков, не соответствующих требованиям настоящего стандарта, то проводят контроль на удвоенной выборке, взятой от той же партии.
Если в первой выборке не обнаружено мешков, не отвечающих требованиям испытаний на прочность, то мешки, отобранные во вторую выборку, на прочность не испытывают.
По результатам контроля удвоенной выборки партию считают соответствующей требованиям настоящего стандарта, если не более четырех мешков не соответствуют требованиям настоящего стандарта.
Мешки, не соответствующие требованиям настоящего стандарта по показателю прочности, допускается относить к мешкам с меньшим количеством слоев, при этом нормы прочности должны соответствовать указанным в табл. 3 или 4 для мешков установленной слойности.
2.5. Изготовитель может проводить контроль качества мешков и устанавливать периодичность испытаний по технологическим регламентам предприятия-изготовителя.
(Введен дополнительно, Изм. № 1).
3. МЕТОДЫ КОНТРОЛЯ
3.1. Перед контролем мешки должны кондиционироваться не менее 8 ч в помещении с относительной влажностью воздуха (50 ± 2) % и температурой (23 ± 1) °С.
(Измененная редакция, Изм. № 2).
3.2. Для контроля сопротивления ударам при свободном падении от выборки отбирают 50 % мешков.
При получении дробных чисел количество мешков округляют в сторону увеличения.
3.3. Контроль качества изготовления мешков производят визуально. Размеры мешков измеряют линейкой по ГОСТ 427 или рулеткой по ГОСТ 7502-98 с погрешностью не более 1,0 мм.
(Измененная редакция, Изм. № 2).
3.4. Контроль прочности мешков на число ударов (сбросов) проводят методами, указанными ниже.
Контроль прочности мешков производят в помещении с насыпным аппаратом и соответствующим оборудованием для испытания.
3.4.1. Оборудование
3.4.1.1. Оборудование для испытания мешков должно включать горизонтальную ударную площадку, которая воспринимает на себя удар от падения мешков, и сбрасывающее устройство.
3.4.1.2. Ударная площадка должна соответствовать требованиям ГОСТ 18425.
3.4.1.3. Для испытания открытых мешков применяется аппарат Петухова (черт. 10), обеспечивающий:
сбрасывание мешка на торец с высоты (30 ± 0,5) см;
число ударов в минуту - не более 20.
(Поправка. ИУС 11-2008)
3.4.1.4. Для испытания закрытых мешков применяется сбрасывающее устройство с раскрывающимися створками (черт. 11), обеспечивающее:
свободное падение мешка в заданном положении - плашмя;
подъем и сбрасывание мешка;
установку высот сбрасывания с погрешностью не более 2 см.

1 - испытываемый образец; 2 - зажимное устройство; 3 - подъемный механизм; 4 - кулачковый механизм; 5 - стальная плита
Черт. 10
1 - фундамент; 2 - стальная плита; 3 - направляющие; 4 - подъемный механизм; 5 - створки; 6 - испытываемый образец
Черт. 11
3.4.2. Подготовка к испытанию
а) Подготовка к испытанию закрытых мешков
Мешки испытывают заполненными бутафорией заданной массы. В качестве бутафории должен применяться портландцемент по ГОСТ 10178. Температура цемента при заполнении не должна превышать плюс 25 °С.
Масса цемента в мешках должна соответствовать массе продукции, предусмотренной в п. 1.2.12 настоящего стандарта.
Время заполнения закрытых мешков через клапан на насыпной машине не должно быть менее 10 с.
Цемент в закрытом мешке должен быть равномерно распределен, воздух вытеснен.
б) Подготовка к испытанию открытых мешков
Открытые мешки испытывают заполненными бутафорией, соответствующей предельной массе упаковываемой продукции, предусмотренной в п. 1.2.12.
В качестве бутафории применяют портландцемент по 10178-85, песок, древесные опилки или их смесь.
В открытом мешке бутафория должна быть распределена равномерно.
(Измененная редакция, Изм. № 2).
3.4.3. Проведение испытаний
Испытание мешков проводят в тех же атмосферных условиях, в которых они кондиционировались. Допускается испытывать мешки в условиях, отличающихся от условий кондиционирования, если время от момента окончания кондиционирования до момента окончания испытания не превышает 10 мин.
Испытание прочности мешков на число ударов проводится следующим образом.
3.4.3.1. Испытание открытых мешков
Горловину мешка, заполненного бутафорией, загибают перпендикулярно продольной оси мешка. Длина отогнутой части должна быть 10 - 15 см.
Заполненный мешок закрепляют в аппарате Петухова так, чтобы обеспечить сбрасывание его с высоты (30 ± 0,5) см. Затем его сбрасывают. Число ударов должно соответствовать нормам, указанным в табл. 3.
(Измененная редакция, Изм. № 2).
3.4.3.2. Испытание закрытых мешков
Подготовленный к испытанию закрытый мешок помещают на раскрывающуюся площадку устройства поверхностью 3 вниз по ГОСТ 18106 таким образом, чтобы линия разъема створок проходила посередине мешка, как показано на черт. 7. Затем поднимают площадку на заданную высоту, створки площадки раскрываются, происходит сбрасывание. Число сбросов должно соответствовать нормам, указанным в табл. 4.
Допускается проводить испытание закрытых мешков вручную путем сбрасывания с высоты (90 ± 2) см плашмя поверхностью 3 вниз на ударную площадку. При этом число ударов должно соответствовать нормам, указанным в табл. 3.
Закрытые мешки размерами 70´50´13; 78´50´13; 84´50´13 и 90´51´13 см должны сбрасываться на торец на аппарате Петухова с высоты (30 ± 0,5) см. При этом половину отобранных мешков испытывают клапаном вверх, а остальные - клапаном вниз. Число ударов должно соответствовать нормам для открытых мешков, указанным в табл. 3.
(Измененная редакция, Изм. № 1, 2).
3.4.3.3. Мешки, предназначенные для транспортирования опасных грузов, подвергают дополнительным испытаниям по ГОСТ 26319-84.
(Введен дополнительно, Изм. № 2).
3.4.4. Протокол испытаний
Мешок считают выдержавшим испытания, если после испытаний в заданных условиях он не имеет разрыва всех слоев.
Результаты испытаний оформляют в виде протоколов испытаний.
Протокол испытания должен содержать описание типа, марки, размеров испытываемых мешков, данные о месте и типе разрывов, а также необходимые сведения о дате и смене выработки мешков.
3.4.4 (Измененная редакция, Изм. № 1).
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Мешки транспортируют всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозок грузов, действующими на транспорте данного вида.
Транспортирование мешков пакетами - в соответствии с правилами перевозки грузов, действующими на конкретных видах транспорта.
(Измененная редакция, Изм. № 2).
4.2. Транспортные средства должны быть чистыми, сухими и не должны иметь острых выступающих деталей. При необходимости транспортные средства должны выстилаться бумагой или картоном. При наличии острых выступающих деталей они должны быть обернуты бумагой или другими материалами.
Вагоны и контейнеры должны быть отобраны и подготовлены к транспортированию мешков в противопожарном отношении в соответствии с правилами, действующими на железнодорожном транспорте.
(Измененная редакция, Изм. № 2).
4.3. Кипы мешков в вагоне должны укладываться таким образом, чтобы при толчках были исключены сдвиги, а также наваливания мешков на двери вагона.
4.4. Мешки должны храниться в закрытых, чистых и хорошо проветриваемых складских помещениях, обеспечивающих защиту мешков от воздействия атмосферных осадков, почвенной влаги, повышенной температуры, источников тепла.
5. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
5.1. Выгрузка и хранение порожних мешков
5.1.1. Выгрузку кип из транспортных средств осуществляют с помощью погрузочно-разгрузочных механизмов или по системе транспортеров в комбинации с необходимыми механизмами и приспособлениями.
При выгрузке мешки не должны повреждаться.
5.1.2. Кипы мешков должны укладываться в устойчивые штабеля. Под нижний ряд кип должен быть подложен деревянный щит (решетка). Для циркуляции воздуха между штабелями должно сохраняться расстояние не менее 15 см.
Ранее поставленные партии должны использоваться в первую очередь.
5.2. Наполнение мешков
5.2.1. Мешки должны заполняться с помощью специальных наполнительных машин и приспособлений. Степень заполнения открытого мешка не должна превышать 95 % его вместимости.
5.2.2. При упаковывании продукции в закрытые мешки из них должен быть удален воздух путем:
а) применения мешков с перфорацией в области клапана;
б) предварительного сжатия продукта с помощью вибрационного устройства, расположенного между бункером и упаковочной машиной;
в) вибрации и отсоса воздуха в процессе наполнения мешка;
г) удаления воздуха из продукта на обжимных валиках после наполнения мешка.
5.2.3. Температура продукции при упаковывании в мешки не должна превышать плюс 65 °С.
Допускается для продукции, обладающей нейтральными свойствами, температура загрузки плюс 80 °С при условии снижения ее до плюс 65 °С к моменту погрузки наполненных мешков в транспортные средства.
5.2.4. Наполненные открытые мешки должны зашиваться на швейных машинах класса 38-А или других аналогичных специально приспособленных для этого машинах.
5.2.5. Для прошивки должны применяться хлопчатобумажные нити 50 текс ´ 5 (№ 20/5), а также синтетические нити по нормативно-технической документации.
5.2.6. При упаковывании мелкодисперсной продукции в открытые мешки прошивку после их заполнения производят по крепированной ленте, с использованием прокладочных нитей, двойной полоски бумаги, шнуров или других прокладочных материалов. При необходимости полученный шов дополнительно герметизируется термосвариваемыми лентами или липкими лентами на бумажной основе по нормативно-технической документации.
В мешках, предназначенных для упаковывания пищевой продукции, термосвариваемые и липкие покрытия должны быть допущены Органами здравоохранения или санитарно-эпидемиологическими службами.
(Измененная редакция, Изм. № 2).
5.2.7. Высота падения наполненных мешков на торец с наполнительной машины на транспортер не должна превышать 30 см.
5.3. Хранение наполненных мешков
5.3.1. Наполненные мешки должны храниться в закрытых, чистых и сухих складских помещениях, уложенными в штабель на деревянных решетках, настилах, поддонах.
5.3.2. Не допускается штабелировать мешки в вертикальном положении.
5.4. Погрузка и транспортирование наполненных мешков
5.4.1. Транспортные средства должны соответствовать требованиям п. 4.2.
5.4.2. При погрузке мешков в транспортные средства мешки не должны повреждаться погрузочно-разгрузочными механизмами. Не допускается резкое сбрасывание мешка.
(Измененная редакция, Изм. № 1).
5.4.3. Не допускается ходить по штабелям мешков. При необходимости должны применяться специальные настилы (трапы). Настилы не должны иметь выступающих и острых деталей.
5.4.4. Мешки в вагоне укладывают в соответствии с требованиями п. 4.3.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
Изготовитель гарантирует соответствие бумажных мешков требованиям настоящего стандарта при соблюдении условий их эксплуатации.
Гарантийный срок хранения мешков - 1 год со дня изготовления.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Госснабом СССР
РАЗРАБОТЧИКИ
В.А. Данилевский, канд. техн. наук; Г.М. Рудин, Т.Н. Каменщикова, О.И. Ясинская (руководитель темы); Т.И. Швецова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 29.06.88 № 2501
3. ВЗАМЕН ГОСТ 2226-75
4. Стандарт полностью соответствует СТ СЭВ 2362-80, МС ИСО 6590-1-83, МС ИСО 7023-83. Стандарт соответствует МС ИСО 6599-1-83 в части номинального режима 23/50 при кондиционировании; МС ИСО 7965-1-84 в части испытания мешков плашмя; МС ИСО 8367-1-93 в части допусков основных параметров мешков
(Измененная редакция, Изм. № 3)
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 7502-89 |
|
|
ГОСТ 18106-72 |
|
|
ГОСТ 18425-73 |
|
|
ОСТ 17-155-88 |
6. Ограничение срока действия снято Постановлением Госстандарта от 18.11.91 № 1752
7. ПЕРЕИЗДАНИЕ с Изменением № 1, утвержденным в ноябре 1991 г. (ИУС 2-92)
ПРИЛОЖЕНИЕ
А
Справочное
Требования безопасности
1.1. Мешки бумажные нетоксичны, в обращении безопасны. Мешки являются горючим материалом, пожароопасны.
При хранении и эксплуатации мешки следует защищать от источников нагревания и прямых солнечных лучей, соблюдать правила пожарной безопасности.
При загорании мешки следует тушить любыми средствами пожаротушения.
1.2. Производство мешков связано с применением слаботоксичных и пожароопасных материалов. Применяемые материалы соответствуют III классу опасности по ГОСТ 12.1.007-76.
Изготовление мешков производят в помещениях, оборудованных местной и общеобменной приточно-вытяжной вентиляцией.
Производство мешков должно быть обеспечено техническими средствами контроля за воздушной средой в рабочей зоне.
1.3. При использовании в производственных условиях (при высыхании) непластифицированной поливинилацетатной дисперсии происходит выделение в воздух винилацетата и уксусной кислоты.
При использовании в производственных условиях (при высыхании) непластифицированной поливинилацетатной дисперсии дополнительно выделяется пластификатор - дибутилфталат.
Предельно допустимые концентрации в воздухе рабочей зоны, мг/м3:
винилацетата - 10,0;
уксусной кислоты - 5,0;
дибутилфталата - 0,5;
ацетальдегида - 5,0;
окиси углерода - 20,0;
формальдегида - 0,5.
Превышение предельно допустимой концентрации вызывает раздражение слизистых оболочек верхних дыхательных путей и глаз. Винилацетат обладает общетоксичным действием.
1.4. Флексографические краски, используемые для печати на мешках, являются пожароопасными и слаботоксичными продуктами из-за наличия в них диэтиленгликоля и аммиака.
Температура вспышки диэтиленгликоля 147 °С, температура воспламенения 163 °С.
Предельно допустимые концентрации в рабочей зоне, мг/м3:
диэтиленгликоля - 0,2;
аммиака - 0,2.
Превышение предельно допустимых концентраций диэтиленгликоля и аммиака оказывает общетоксичное действие.
1.5. Пожароопасность материалов - по ГОСТ 12.1.044-89 пожарная безопасность - по ГОСТ 12.1.004-91.
(Введено дополнительно, Изм. № 2).
ПРИЛОЖЕНИЕ
Б
Рекомендуемое
Метод испытания разрушающего усилия клеевого шва мешков в нормальных климатических условиях
Метод применяется при постановке продукции на производство, изменении технологии производства мешков, смене клеев.
Для испытания разрушающего усилия клеевого шва от выборки отбирают 10 мешков и из мешка вырезают по одному образцу. Ширина образца должна составлять (15,0 ± 0,1) мм, длина образца - не менее 250 мм, если другие размеры не установлены в нормативных документах на конкретные виды продукции.
Шов должен располагаться в середине и быть перпендикулярным к длине образца. Время сушки клеевого шва должно составлять не менее 3 сут.
Образцы кондиционируют при относительной влажности воздуха (50 ± 2) % и температуре (23 ± 1) °С.
Продолжительность кондиционирования должна быть не менее 4 ч, если другие условия не установлены в нормативных документах на конкретную продукцию.
Разрушающее усилие клеевого шва мешков определяют на разрывной машине. Расстояние между зажимами разрывной машины устанавливают 180 мм.
Образец закрепляют в зажимах разрывной машины, не касаясь его испытуемой части, с силой натяжения не более 0,3 Н (0,03 кгс) так, чтобы, он не скользил во время испытания и прилагаемая сила имела направление, параллельное его краям.
Разрушающее усилие должно находиться в пределах 0,2 и 0,8 значений шкалы. Разрушающее усилие отсчитывают с точностью до одного деления шкалы.
Разрушающее усилие F, отнесенное к единице ширины шва, рассчитывают по формуле
![]()
где F - разрушающее усилие, Н (кгс);
b - ширина образца, мм.
Разрушающее усилие клеевого шва должно быть не ниже минимального разрушающего усилия бумаги в поперечном направлении в сухом состоянии.
(Введено дополнительно, Изм. № 2).
ПРИЛОЖЕНИЕ В
Справочное
Понятия и определения, используемые при производстве мешков
1. Фальц - продольная складка в боковой стороне мешка, образованная тремя продольными сгибами - одним внутренним и двумя наружными.
2. Нахлестка - участок рукава или слоя бумаги, которые накладывают друг на друга.
3. Нижняя нахлестка - участки поперечного края рукава, которые накладывают друг на друга при формировании дна.
4. Продольная нахлестка - участки продольного края слоя, которые накладывают друг на друга.
5. Клапан - отверстие, расположенное в углу мешка, через которое мешок заполняют и которое после заполнения не позволяет содержимому высыпаться из мешка.
6. Манжета клапана - вставка из бумаги или другого комбинированного материала, прикрепленная к клапану для его упрочнения.
7. Клапаны в сшитых мешках
7.1 Обычный клапан - клапан, образованный после прошивки одного из углов подгибаемого внутрь.
7.2 Клапан с внутренней манжетой - клапан, манжета которого расположена внутри мешка.
7.3 Клапан с наружной манжетой - клапан с выступающей наружной манжетой.
8. Клапаны в склеенных мешках
8.1. Обычный клапан - клапан, сформированный без манжеты и упрочняющего листа.
8.2 Усиленный клапан - клапан, усиленный с помощью приклеивания к его верхней части упрочняющего листа.
8.3 Клапан с внутренней манжетой - клапан с манжетой, направленной внутрь мешка.
8.4 Клапан с наружной манжетой - клапан с выступающей наружу манжетой, обычно снабженной карманом.
9. Прошивка - соединение рукава с помощью нити.
10. Цепной однониточный шов - прошивка с использованием одной нити, при которой игла, протыкая рукав, образует петли, и каждая петля при этом замыкается предыдущей петлей.
11. Двойной закрытый двухниточный шов - прошивка с использованием двух нитей, при которой игла, протыкая рукав, образует петли, каждая петля при этом замыкается поперечной петлей, образованной второй нитью.
12. Прокладочный шнур (нить) - материал, прокладываемый в шов с целью его упрочнения.
13. Прокладочная лента - лента из бумаги или другого материала, применяемого при прошивке поперечной кромки рукава.
14. Шов без герметизации - шов, получаемый при прошивке рукава только одной строчкой стежков.
15. Герметизация с применением ленты под швом - наложение или приклеивание по краю рукава ленты вместе с прокладочным шнуром или без него с последующей прошивкой.
16. Герметизация с применением ленты поверх шва - прошивка с применением прокладочного шнура или без него и последующее крепление ленты приклеиванием или термосваркой.
17. Герметизация с применением ленты под швом и поверх шва - крепление ленты по краю рукава, прошивка по ленте с применением прокладочного шнура или без него и последующим креплением еще одной ленты приклеиванием или термосваркой.
18. Герметизация с применением ленты поверх сваренного шва - сваривание под действием тепла внутреннего слоя рукава из пленки, а затем прошивка, которая делит термосварочный шов пополам и проходит снаружи, и последующее наложение прокладочной ленты, закрепляемой с помощью клея или термосварки.
19. Продольный шов - соединение, получаемое при нанесении клея на продольную нахлестку слоя бумаги.
20. Поперечное склеивание - нанесение клея между слоями с одного или двух торцовых концов рукава.
21. Склеивание дна - закрытие рукава с одного или двух торцовых концов с помощью клея.
22. Покровный лист - полоска бумаги, приклеиваемая ко дну мешка.
23. Вырубка для пальцев - вырез всех слоев с одной стороны верхней части открытого мешка или в наружной манжете клапана для облегчения отрывания мешка перед загрузкой.
24. Перфорация - отверстие в стенках мешка или отдельных слоях для прохождения воздуха при загрузке.
Приложение В (введено дополнительно, Изм. № 3)
СОДЕРЖАНИЕ