ГОСТ 3.1702-79
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЕДИНАЯ СИСТЕМА ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
ПРАВИЛА ЗАПИСИ ОПЕРАЦИЙ
И ПЕРЕХОДОВ
ОБРАБОТКА РЕЗАНИЕМ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
Единая система технологической документации ПРАВИЛА ЗАПИСИ ОПЕРАЦИЙ И ПЕРЕХОДОВ Обработка резанием Unified system of technological documentation. Rules for writing down operations and manufacturing steps. Working by stock removal |
ГОСТ |
Дата введения 01.01.81
1. Настоящий стандарт устанавливает правила записи технологических операций и переходов обработки резанием.
Правила распространяются на все виды обработки резанием. Допускается распространение требований настоящего стандарта на запись операций и переходов в технологических процессах обработки изделий из древесины, резины, пластмасс и т. д.
2. Наименование операций обработки резанием должно отражать применяемый вид оборудования и записываться именем прилагательным в именительном падеже (за исключением операции «Галтовка»).
3. Наименование операции следует записывать в соответствии с приложениями 1 и 2.
4. При разработке технологических процессов, которые включают помимо операций обработки резанием прочие операции, разработчик обязан руководствоваться соответствующими нормативно-техническими документами.
5. Запись содержания операций следует выполнять в форме маршрутного или операционного описания.
6. Маршрутное описание содержания операции следует применять в единичном и опытном производстве на соответствующих формах маршрутных карт (МК).
7. Операционное описание содержания операции следует применять в серийном и массовом производстве.
Допускается применять операционное описание отдельных операций в единичном и опытном производстве.
8. В содержании операции должны быть отражены все необходимые действия, выполняемые в технологической последовательности исполнителем или исполнителями, по обработке изделия или его составных частей на одном рабочем месте. В случае выполнения на данном рабочем месте прочих видов работ (кроме обработки резанием), выполняемых другими исполнителями, их действия также следует отражать в содержании операции.
Например, при участии в выполнении операции исполнителей, осуществляющих технический контроль установки или измерение параметров обрабатываемого изделия, в тексте содержания операции следует указать:
«Контроль ОТК»
«Проверить выполнение пер. 1» и т. п.
9. При разработке документов следует отражать все необходимые требования и средства, обеспечивающие безопасность труда во время обработки.
Запись информации и оформление документов следует выполнять в соответствии с требованиями нормативно-технических документов системы стандартов безопасности труда (ССБТ).
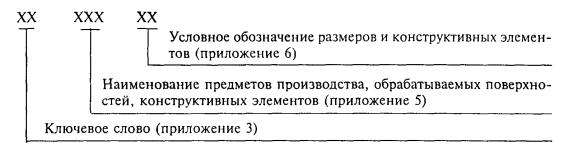
10. В содержание операции (перехода) должно быть включено:
- ключевое слово, характеризующее метод обработки, выраженное глаголом в неопределенной форме (например, точить, сверлить, фрезеровать и т. п.);
- наименование обрабатываемой поверхности конструктивных элементов или предметов производства (например, цилиндр, галтель, заготовка и т. п.);
- информация по размерам или их условным обозначениям;
- дополнительная информация, характеризующая количество одновременно или последовательно обрабатываемых поверхностей, характер обработки (например, предварительно, одновременно, по копиру и т. п.).
12. При записи содержания операции допускается полная или сокращенная форма записи.
13. Полную запись следует выполнять при отсутствии графических изображений и для комплексного отражения всех действий, выполняемых исполнителем или исполнителями. В этом случае следует указывать дополнительную информацию по п. 11.
В этом случае в записи содержания операции дополнительную информацию не указывают.
Например.
Полная запись:
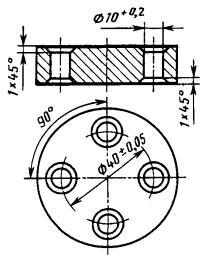
Сверлить 4 сквозных отверстия с последующим зенкованием фасок, выдерживая d = 10 + 0,2, d = 40 ± 0,05, Ð 90° ± 30 и 1 ´ 45° согласно чертежу.
Сокращенная запись:
Сверлить 4 отв. d = 10 + 0,2, зенковать фаски 1 ´ 45° согласно чертежу.
15. Порядок формирования записи содержания перехода можно условно выразить в виде следующего кода:
16. При записи содержания перехода допускается полная или сокращенная форма записи.
17. Полную запись следует выполнять при необходимости перечисления всех выдерживаемых размеров. Данная запись характерна для промежуточных переходов, не имеющих графических иллюстраций. В этом случае в записи содержания перехода следует указывать исполнительные размеры с их предельными отклонениями.
Например, «Точить поверхность, выдерживая d = 40 - 0,34 и l = 100 ± 0,6».
18. Сокращенную запись следует выполнять при условии ссылки на условное обозначение конструктивного элемента обрабатываемого изделия. Данную запись выполняют при достаточной графической информации.
Например, «Точить канавку 1».
19. Допускается в записи содержания перехода применять дополнительную информацию по приложению 4. Порядок записи дополнительной информации в этом случае должен соответствовать п. 11.
20. Запись содержания перехода следует выполнять в соответствии с приложением 7.
21. Запись вспомогательных переходов следует выполнять в соответствии с указанными выше правилами для технологических переходов.
Выбор соответствующих ключевых слов следует производить по приложению 3 (начиная с условного кода 80). Запись вспомогательных переходов допускается не выполнять:
- при маршрутном описании технологических операций;
- при операционном описании и применении карты эскизов (КЭ) или соответствующих операционных карт (ОК), имеющих место для графического изображения обрабатываемой заготовки с указанием условных обозначений применяемых баз и опор.
При соблюдении указанных требований разработчик обязан заполнить соответствующие графы в документах, предусматривающих запись вспомогательного времени.
Примечание. Требования данного пункта не распространяются на запись вспомогательных переходов, предусматривающих переустановку заготовок (деталей) при отсутствии соответствующих графических изображений и условных обозначений применяемых баз и опор. В данном случае следует выполнять соответствующую запись.
Например, «Переустановить и закрепить деталь».
22. Установление полной или сокращенной записи содержания операции (перехода) для каждого случая определяется разработчиком документов.
23. В записи операции или перехода не рекомендуется указывать шероховатость обрабатываемых поверхностей. Разработчиком документов такая информация используется при маршрутном описании из конструкторского документа, а при операционном описании указывается на КЗ или ОК, имеющей зону для графической иллюстрации.
Допускается в тексте указывать информацию о шероховатости поверхности, если она относится к предварительно обрабатываемым поверхностям и не может быть указана на КЭ или ОК.
24. При текстовой записи информации в документах следует применять допускаемые сокращения слов и словосочетаний в соответствии с приложениями 4, 5 и 8.
25. При формировании записи содержания операции (перехода) необходимо стремиться к оптимизации информации.
26. При работе с приложениями 3-6 следует руководствоваться требованиями пп. 27-34.
27. При маршрутном описании операции в дополнение к п. 11 допускается указывать по приложению 3 в одном предложении несколько ключевых слов, характеризующих последовательность обработки изделия в данной операции (см. пример сокращенной записи содержания операции к п. 14).
28. Дополнительную информацию при записи операций и переходов выбирает разработчик документов по приложению 4.
29. Дополнительную информацию (приложение 4, ч. 1) применяют только при необходимости указания количества последовательно или одновременно обрабатываемых поверхностей или конструктивных элементов.
Например, «Точить две канавки, согласно эскизу».
30. Дополнительную информацию (приложение 4, ч. 2) применяют при уточнении названия обрабатываемой поверхности или конструктивного элемента, выбранных по приложению 5.
Например, «Фрезеровать криволинейную поверхность 1».
31. Дополнительную информацию (приложение 4, ч. 3) применяют при маршрутном описании операции для указания заключительных действий.
Например, «Точить поверхность, выдерживая размеры d = 40 - 0,34; d2 = 20 - 0,24; l1 = 40 ± 0,2; l2 = 60 ± 0,4; r = 1,5.
32. Дополнительную информацию (приложение 4, ч. 4) применяют в следующих случаях:
«Согласно чертежу» или «Согласно эскизу» - при неполном изложении информации в текстовой записи.
Ссылки на указанные документы должны расширять требования по выполнению операции или перехода с указанием в них дополнительных требований, размеров, особых указаний и т. п.
Например, «Протянуть поверхность 1, согласно эскизу»;
«Предварительно» или «Окончательно» - при предварительной или окончательной обработке поверхности или конструктивных элементов.
Допускается для действий исполнителя, связанных с окончательной обработкой изделия и получением соответствующих размеров согласно документов, термин «Окончательно» не указывать.
Например, «Точить поверхности 1, 2, 3 и 4 предварительно»;
«Точить поверхности 1, 2, 3 и 4»;
«Последовательно» или «Одновременно» - при последовательной или одновременной обработке поверхностей или конструктивных элементов;
«По копиру»;
«По программе»;
«С подрезкой торца»;
«С подрезкой торцев»;
«По разметке» - при маршрутном изложении технологических операций.
33. При использовании приложения 6 допускается:
- в записи перехода указывать условное обозначение размеров и не обводить их знаком окружности.
«Например, «Шлифовать поверхность, выдерживая размеры 1, 2 и 3»;
- при заполнении документов рукописным способом - вместо условного обозначения d применять знак Æ;
- не указывать условные обозначения длины, ширины, фаски.
Например, «Расточить поверхность, выдерживая размеры Æ 100 - 0,24, 40 ± 0,2 и 1,5 ´ 45°.
Примечания:
1. При рукописном заполнении документов указание предельных отклонений размеров следует выполнять по ГОСТ 2.307.
2. При машинописном (или с применением других печатающих устройств) заполнении документов предельные отклонения размеров записывают в одну строку после записи размера с заключением в скобки. Например: 40 (+0,2; -0,2).
(Измененная редакция, Изм. № 1).
34. Информацию, не вошедшую в приложения, допускается устанавливать в отраслевых стандартах.
35. Условные коды, приведенные в приложениях, следует применять только при формировании записи содержания операции или перехода. Запись условных кодов в технологические документы не требуется.
(Введен дополнительно, Изм. № 1).
ПРИЛОЖЕНИЕ 1
Обязательное
ГРУППЫ ОПЕРАЦИЙ ОБРАБОТКИ РЕЗАНИЕМ
|
Номер группы операций |
Наименование группы операций |
Применяемое оборудование (станки) |
|
01 |
Автоматно-линейная |
Автоматические линии |
|
02 |
Агрегатная |
Агрегатные |
|
03 |
Долбежная |
Долбежные |
|
04 |
Зубообрабатывающая |
Зубофрезерные, зубострогальные, зубошлифовальные и др. |
|
05 |
Комбинированная |
Сверлильно-фрезерные и др. |
|
06 |
Отделочная |
Хонинговальные, суперфинишные, доводочные, полировальные |
|
07 |
Отрезная |
Отрезные |
|
08 |
Программная |
Станки с программным управлением |
|
09 |
Протяжная |
Протяжные |
|
10 |
Расточная |
Расточные |
|
11 |
Резьбонарезная |
Гайконарезные, резьбофрезерные и др. |
|
12 |
Сверлильная |
Сверлильные |
|
13 |
Строгальная |
Строгальные |
|
14 |
Токарная |
Токарные, токарно-винторезные, многорезцовые и др. |
|
15 |
Фрезерная |
Фрезерные (кроме зубо- и резьбофрезерных) |
|
16 |
Шлифовальная |
Шлифовальные (кроме зубошлифовальных) |
ПРИЛОЖЕНИЕ 2
Обязательное
ОПЕРАЦИИ ОБРАБОТКИ РЕЗАНИЕМ
|
Номер |
Наименование операции |
|
|
операции по порядку |
группы операций |
|
|
01 |
01 |
Автоматно-линейная |
|
02 |
02 |
Агрегатная |
|
03 |
03 |
Долбежная |
|
04 |
04 |
Зубодолбежная |
|
05 |
04 |
Зубозакругляющая |
|
06 |
04 |
Зубонакатная |
|
07 |
04 |
Зубообкатывающая |
|
08 |
04 |
Зубоприрабатывающая |
|
09 |
04 |
Зубопритирочная |
|
10 |
04 |
Зубопротяжная |
|
11 |
04 |
Зубострогальная |
|
12 |
04 |
Зуботокарная |
|
13 |
04 |
Зубофрезерная |
|
14 |
04 |
Зубохонинговальная |
|
15 |
04 |
Зубошевинговальная |
|
16 |
04 |
Зубошлифовальная |
|
17 |
04 |
Специальная зубообрабатывающая |
|
18 |
04 |
Шлиценакатная |
|
19 |
04 |
Шлицестрогальная |
|
20 |
04 |
Шлицефрезерная |
|
21 |
05 |
Комбинированная |
|
22 |
06 |
Виброабразивная |
|
23 |
06 |
Галтовка |
|
24 |
06 |
Доводочная |
|
25 |
06 |
Опиловочная |
|
26 |
06 |
Полировальная |
|
27 |
06 |
Притирочная |
|
28 |
06 |
Суперфинишная |
|
29 |
06 |
Хонинговальная |
|
30 |
07 |
Абразивно-отрезная |
|
31 |
07 |
Ленточно-отрезная |
|
32 |
07 |
Ножовочно-отрезная |
|
33 |
07 |
Пило-отрезная |
|
34 |
07 |
Токарно-отрезная |
|
35 |
07 |
Фрезерно-отрезная |
|
36 |
08 |
Расточная с ЧПУ |
|
37 |
08 |
Сверлильная с ЧПУ |
|
38 |
08 |
Токарная с ЧПУ |
|
39 |
08 |
Фрезерная с ЧПУ |
|
40 |
08 |
Шлифовальная с ЧПУ |
|
41 |
09 |
Вертикально-протяжная |
|
42 |
09 |
Горизонтально-протяжная |
|
43 |
10 |
Алмазно-расточная |
|
44 |
10 |
Вертикально-расточная |
|
45 |
10 |
Горизонтально-расточная |
|
46 |
10 |
Координатно-расточная |
|
47 |
11 |
Болтонарезная |
|
48 |
11 |
Гайконарезная |
|
49 |
11 |
Резьбонакатная |
|
50 |
12 |
Вертикально-сверлильная |
|
51 |
12 |
Горизонтально-сверлильная |
|
52 |
12 |
Координатно-сверлильная |
|
53 |
12 |
Радиально-сверлильная |
|
54 |
12 |
Сверлильно-центровальная |
|
55 |
13 |
Поперечно-строгальная |
|
56 |
13 |
Продольно-строгальная |
|
57 |
14 |
Автоматная токарная |
|
58 |
14 |
Вальцетокарная |
|
59 |
14 |
Лоботокарная |
|
60 |
14 |
Резьботокарная |
|
61 |
14 |
Специальная токарная |
|
62 |
14 |
Токарно-бесцентровая |
|
63 |
14 |
Токарно-винторезная |
|
64 |
14 |
Токарно-затыловочная |
|
65 |
14 |
Токарно-карусельная |
|
66 |
14 |
Токарно-копировальная |
|
67 |
14 |
Токарно-револьверная |
|
68 |
14 |
Торцеподрезная центровальная |
|
69 |
15 |
Барабанно-фрезерная |
|
70 |
15 |
Вертикально-фрезерная |
|
71 |
15 |
Горизонтально-фрезерная |
|
72 |
15 |
Гравировально-фрезерная |
|
73 |
15 |
Карусельно-фрезерная |
|
74 |
15 |
Копировально-фрезерная |
|
75 |
15 |
Продольно-фрезерная |
|
76 |
11 |
Резьбофрезерная |
|
77 |
15 |
Специальная фрезерная |
|
78 |
15 |
Универсально-фрезерная |
|
79 |
15 |
Фрезерно-центровальная |
|
80 |
15 |
Шпоночно-фрезерная |
|
81 |
16 |
Бесцентрово-шлифовальная |
|
82 |
16 |
Вальцешлифовальная |
|
83 |
16 |
Внутришлифовальная |
|
84 |
16 |
Заточная |
|
85 |
16 |
Карусельно-шлифовальная |
|
86 |
16 |
Координатно-шлифовальная |
|
87 |
16 |
Круглошлифовальная |
|
88 |
16 |
Ленточно-шлифовальная |
|
89 |
16 |
Обдирочно-шлифовальная |
|
90 |
16 |
Плоскошлифовальная |
|
91 |
16 |
Резьбошлифовальная |
|
92 |
16 |
Торцешлифовальная |
|
93 |
16 |
Центрошлифовальная |
|
94 |
16 |
Шлифовальная специальная |
|
95 |
16 |
Шлифовально-затыловочная |
|
96 |
16 |
Шлицешлифовальная |
Примечание. Допускается использовать сокращенную форму записи, применяя наименование группы операций в соответствии с приложением 1.
Допускается вносить код операции по классификатору технологических операций в машиностроении и приборостроении и не указывать наименование соответствующей операции.
(Измененная редакция, Изм. № 1).
ПРИЛОЖЕНИЕ 3
Обязательное
КЛЮЧЕВЫЕ СЛОВА ТЕХНОЛОГИЧЕСКИХ ПЕРЕХОДОВ И ИХ УСЛОВНЫЕ КОДЫ
|
Условный код |
Ключевое слово |
Номер |
|
|
группы операций |
операции |
||
|
01 |
Вальцевать |
14 |
58 |
|
02 |
Врезаться |
14 |
57, 59-68 |
|
03 |
Галтовать |
06 |
23 |
|
04 |
Гравировать |
15 |
72 |
|
05 |
Довести |
06 |
24 |
|
06 |
Долбить |
03, 04 |
03, 04 |
|
07 |
Закруглить |
01, 02, 04 |
01, 02, 05 |
|
08 |
Заточить |
16 |
84 |
|
09 |
Затыловать |
14 |
64 |
|
10 |
Зенкеровать, зенковать |
01, 02, 0,5, 08, 10, 12, 14 |
01, 02, 21, 36-38, 44-46, 50-54, 57, 59, 61-63, 67 |
|
11 |
* Навить |
01, 02, 14 |
01, 02, 57, 61 |
|
12 |
* Накатать |
01, 02, 04, 11 |
01, 02, 06, 18, 49 |
|
13 |
Нарезать |
01, 02, 05, 08, 10-12, 14 |
01, 02, 21, 36-38, 43-48, 50-53, 57, 59-63, 66, 67, 76 |
|
14 |
Обкатать |
04 |
07 |
|
15 |
Опилить |
06 |
25 |
|
16 |
Отрезать |
01, 02, 05, 07, 08, 10, 14, 15 |
01, 02, 21, 30-35, 38, 39, 57, 61-63, 66, 67, 69-71, 75, 77, 78 |
|
17 |
Подрезать |
01, 02, 05, 10, 14 |
01, 02, 21, 43-46, 57-68 |
|
18 |
Полировать |
01, 02, 05, 06, 12, 14 |
01, 02, 21, 22, 26, 50-54, 59-63, 66, 67 |
|
19 |
Притирать |
06 |
27 |
|
20 |
Приработать |
04 |
08 |
|
21 |
Протянуть |
04, 09 |
10, 41, 42 |
|
22 |
Развернуть |
01, 02, 05, 08, 10, 12, 14 |
01, 02, 21, 36-38, 44-46, 50-53, 57, 59, 61-63, 67 |
|
23 |
* Развальцевать |
14 |
58 |
|
24 |
* Раскатать |
14 |
57, 59, 61, 65, 67 |
|
25 |
Рассверлить |
01, 02, 05, 08, 10, 12, 14 |
01, 02, 21, 36-38, 44-46, 50-53, 57, 59, 61-63, 67 |
|
26 |
Расточить |
01, 02, 05, 08, 10, 12, 14 |
01, 02, 21, 36-38, 43-46, 50-53, 57, 59-63, 65-67 |
|
27 |
Сверлить |
01, 02, 05, 08, 10, 12, 14 |
01, 02, 21, 36-38, 43-46, 50-54, 57, 59-63, 65-68 |
|
28 |
Строгать |
13 |
55, 56 |
|
29 |
Суперфинишировать |
06 |
28 |
|
30 |
Точить |
01, 02, 05, 08, 10, 14 |
01, 02, 21, 36, 38, 43-46, 57, 59-67 |
|
31 |
Хонинговать |
01, 02, 06 |
01, 02, 29 |
|
32 |
Шевинговать |
01, 02, 04 |
01, 02, 15 |
|
33 |
Шлифовать |
01, 02, 04, 16 |
01, 02, 16, 81-96 |
|
34 |
Цековать |
01, 02, 05, 08, 10, 12, 14 |
01, 02, 21, 36-38, 44-46, 50-54, 57, 59, 61-63, 67, 68 |
|
35 |
Центровать |
01, 02, 05, 08, 10, 12, 14, 15 |
01, 02, 21, 36-38, 44-46, 50-54, 57, 59, 61-68, 79 |
|
36 |
Фрезеровать |
01, 02, 04, 05, 08, 11, 15 |
01, 02, 13, 20, 21, 39, 69-80 |
|
80 |
Выверить |
|
|
|
81 |
Закрепить |
|
|
|
82 |
Настроить |
|
|
|
83 |
Переустановить |
|
|
|
84 |
Переустановить и закрепить |
|
|
|
85 |
Переустановить, выверить и закрепить |
|
|
|
86 |
Переместить |
01-16 |
01-96 |
|
87 |
Поджать |
|
|
|
88 |
Проверить |
|
|
|
89 |
Смазать |
|
|
|
90 |
Снять |
|
|
|
91 |
Установить |
|
|
|
92 |
Установить и выверить |
|
|
|
93 |
Установить и закрепить |
|
|
|
94 |
Установить, выверить и закрепить |
|
|
* Операции, не относящиеся к операциям обработки резанием, но выполняемые на оборудовании, которое применяется при обработке резанием.
ПРИЛОЖЕНИЕ 4
Рекомендуемое
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ И ЕЕ УСЛОВНЫЕ КОДЫ
|
Часть |
Условный код |
Наименование дополнительной информации |
Условный код конструктивных элементов обрабатываемых поверхностей |
|
|
полное |
сокращенное |
|||
|
1 |
01 |
п - количество последовательно обрабатываемых поверхностей |
- |
001-035 |
|
02 |
То же |
- |
001-035 |
|
|
2 |
01 |
Внутренняя |
Внутр. |
005, 006, 010, 011, 014, 015, 020-023, 026, 027, 029-033 |
|
02 |
Глухое |
Глух. |
018-021 |
|
|
03 |
Кольцевая |
Кольц. |
003, 004, 012, 013 |
|
|
04 |
Коническая |
Конич. |
003, 004, 012, 013, 018, 019, 022-027 |
|
|
05 |
Криволинейная |
Криволин. |
022, 023 |
|
|
06 |
Наружная |
Нар. |
005, 006, 010, 011, 014, 015, 022, 023, 026-033 |
|
|
11 |
Сквозное |
Сквозн. |
018-021 |
|
|
12 |
Спиральная |
Спир. |
003, 004, 012, 013 |
|
|
15 |
Ступенчатая |
Ступенч. |
001-004, 012-014, 018-023, 030, 031 |
|
|
16 |
Уплотнительная |
Уплотн. |
001-004, 012, 013 |
|
|
20 |
Фасонная |
Фасон. |
003, 004, 012, 013, 022, 023 |
|
|
25 |
Шлицевый |
Шлиц. |
020, 021 |
|
|
26 |
Шпоночный |
Шпон. |
020, 021 |
|
|
27 |
Т-образный |
- |
020, 021 |
|
|
28 |
«Ласточкин хвост» |
- |
020, 021 |
|
|
3 |
01 |
с r = ... |
- |
001-006, |
|
02 |
с r1 = ... и r2 = ... |
- |
010-014, 020-023, |
|
|
03 |
с r1 = ..., r2 = ... |
- |
027, 029, 031 |
|
|
04 |
с r1 = ... + rn = ... |
- |
|
|
|
10 |
с С = ... |
- |
|
|
|
11 |
с С1 = ... и С2 = ... |
- |
001-004, |
|
|
12 |
с С1 = ..., С2 = ... и С3 = ... |
- |
016, 017, 020, 021, 030-033 |
|
|
13 |
с С1 = ... + Сn = ... |
- |
|
|
|
20 |
с r1 = ... и С = ... |
- |
001-004, |
|
|
21 |
с r1 = ..., r2 = ... и С = ... |
- |
020-023, 030, 031 |
|
|
22 |
с r1 = ..., r2 = ..., С1 = ... и С2 = ... |
- |
|
|
|
23 |
с r1 = ... + rn = ... С1 = ... + Сn = ... |
- |
|
|
|
4 |
01 |
Окончательно |
Оконч. |
001-035 |
|
02 |
Одновременно |
Одновр. |
||
|
03 |
По копиру |
По копир. |
||
|
04 |
По программе |
По прогр. |
||
|
05 |
Последовательно |
Посл. |
001-035 |
|
|
06 |
Предварительно |
Предв. |
||
|
07 |
С подрезкой торца |
С подрез. торц. |
||
|
08 |
С подрезкой торцев |
С подрез. торцев |
||
|
09 |
Согласно чертежу |
Согл. мер. |
||
|
10 |
Согласно эскизу |
Согл. эск. |
||
ПРИЛОЖЕНИЕ 5
Рекомендуемое
НАИМЕНОВАНИЕ ПРЕДМЕТОВ ПРОИЗВОДСТВА, ОБРАБАТЫВАЕМЫХ ПОВЕРХНОСТЕЙ И КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ. КОДЫ
|
Условный код |
Наименование |
Условный код ключевого слова |
|
|
полное |
сокращенное |
||
|
001 |
Буртик |
Бурт. |
01, 05, 14, 15, 17-21, 23, 24, 30, 33, 36 |
|
002 |
Буртики |
||
|
003 |
Выточка |
Выт-ка |
30 |
|
004 |
Выточки |
||
|
005 |
Галтель |
Галт. |
05, 07, 15, 18-20, 26, 30, 33 |
|
006 |
Галтели |
||
|
007 |
Деталь |
Дет. |
01, 03-10, 14-36, 80-94 |
|
008 |
Детали |
||
|
009 |
Заготовка |
Загот. |
02, 15-17, 28, 30, 36, 80, 81, 83-94 |
|
010 |
Зуб |
- |
06, 07, 09, 13-15, 18-21, 28, |
|
011 |
Зубья |
- |
32, 33, 36 |
|
012 |
Канавка |
Канав. |
06, 15, 18-21, 28, 30, 31, 33, 36 |
|
013 |
Канавки |
- |
|
|
014 |
Контур |
К-р |
04-06, 15, 18-21, 28, 33, 36 |
|
015 |
Конус |
Кон. |
04, 05, 10, 14-16, 18-20, 22, 24, 26, 30, 33 |
|
016 |
Лыска |
Л-ка |
05, 15, 18, 21, 28, 33, 36 |
|
017 |
Лыски |
Л-ки |
|
|
018 |
Отверстие |
Отв. |
05, 06, 10, 18-22, 24-27, 29, 30, 31, 33-36 |
|
019 |
Отверстия |
||
|
020 |
Паз |
- |
05, 06, 15, 18-21, 28, 33, 36 |
|
021 |
Пазы |
||
|
022 |
Поверхность |
Поверх. |
01, 02, 04-10, 14, 15, 18-26, 28, 30-36 |
|
023 |
Поверхности |
||
|
024 |
Пружина |
Пруж. |
11 |
|
025 |
Пружины |
||
|
026 |
Резьба |
Р-ба |
12, 13, 18, 30, 33, 36 |
|
027 |
Рифление |
Рифл. |
12, 13, 30, 33, 36 |
|
028 |
Ступень |
Ступ. |
15, 18-20, 30, 33, 36 |
|
029 |
Сфера |
- |
05, 14, 15, 18-20, 30, 33 |
|
030 |
Торец |
Т-ц |
04, 05, 17-19, 33, 36 |
|
031 |
Торцы |
Т-цы |
|
|
032 |
Фаска |
Ф-ка |
05, 15, 18, 19, 26, 28, 30 33, 36-10 |
|
033 |
Фаски |
Ф-ки |
|
|
034 |
Червяк |
Черв. |
13, 33 |
|
035 |
Цилиндр |
Цил. |
05, 18-21, 29-31, 33 |
(Измененная редакция, Изм. № 1).
ПРИЛОЖЕНИЕ 6
Рекомендуемое
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ РАЗМЕРОВ И КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ ОБРАБАТЫВАЕМЫХ ПОВЕРХНОСТЕЙ И ИХ УСЛОВНЫЕ КОДЫ
|
Условный код |
Условное обозначение при проектировании |
Условный код элементов обрабатываемых поверхностей или предметов производства |
Применение |
|
|
ручном |
автоматизированном |
|||
|
01 |
1 |
1 |
001, 005, 007, 009, 012, 015, 016, 018, 022, 0,24, 026-028, 029, 030, 032, 035 |
При разработке различных операций с выполнением графической части |
|
02 |
1 и 2 |
1 и 2 |
002, 004, 006, 008, 013, 017, 019, 021, 0,23, 031, 033, 035 |
При указании условных обозначений размеров совместно с выражением «выдерживая размер...» (выдерживая размеры...» или «выдерживая...») |
|
03 |
1-3 |
1-3 |
||
|
04 |
1-4 |
1-4 |
||
|
05 |
1-5 |
1-5 |
||
|
06 |
1-6 |
1-6 |
||
|
07 |
1-7 |
1-7 |
||
|
08 |
1-8 |
1-8 |
||
|
09 |
1-9 |
1-9 |
||
|
10 |
1-10 |
1-10 |
||
|
11 |
1-n |
1-N |
||
|
20 |
d = ... |
D = ... |
003, 018, 030, 035 |
При маршрутном изложении операций для указания размеров с предельными отклонениями |
|
21 |
d = ..., l = ... |
D = ..., L = ... |
||
|
22 |
d1 = ..., d2 = ..., l1 = ... и l2 = ... |
D1 = ..., D2 = ..., L1 = ... и L2 = ... |
||
|
23 |
d1 = ... ¸ d3 = ... и l1 = ... ¸ l3 = ... |
D1 = ... ¸ D3 = ... и L1 = ... ¸ L3 = ... |
002, 004, 013, 015, 019, 023, 035 |
При обработке наружных и внутренних поверхностей совместно с выражением «выдерживая» |
|
24 |
d1 = ... ¸ d4 = ... и l1 = ... ¸ l4 = ... |
D1 = ... ¸ D4 = ... и L1 = ... ¸ L4 = ... |
||
|
25 |
d1 = ... ¸ d5 = ... и l1 = ... ¸ l5 = ... |
D1 = ... ¸ D5 = ... и L1 = ... ¸ L5 = ... |
||
|
26 |
d1 = ... ¸ d6 = ... и l1 = ... ¸ l6 = ... |
D1 = ... ¸ D6 = ... и L1 = ... ¸ L6 = ... |
002, 004, 013, 015, 019, 023, 035 |
При обработке наружных и внутренних поверхностей совместно с выражением «выдерживая» |
|
27 |
d1 = ... ¸ d7 = ... и l1 = ... ¸ l7 = ... |
D1 = ... ¸ D7 = ... и L1 = ... ¸ L7 = ... |
||
|
28 |
d1 = ... ¸ d8 = ... и l1 = ... ¸ l8 = ... |
D1 = ... ¸ D8 = ... и L1 = ... ¸ L8 = ... |
||
|
29 |
d1 = ... ¸ dn = ... и l1 = ... ¸ ln = ... |
D1 = ... ¸ DN = ... и L1 = ... ¸ LN = ... |
||
|
40 |
d =..., b = ... |
D = ..., B = ... |
001, 012 |
При маршрутном изложении операции |
|
41 |
d1 = ..., d2 = ... и b1 = ..., b2 = ... |
D1 = ..., D2 = ... и B1 = ..., B2 = ... |
|
|
|
42 |
d1 = ... ¸ d3 = ... и b1 = ... ¸ b3 = ... |
D1 = ... ¸ D3 = ... и B1 = ... ¸ B3 = ... |
002, 013 |
|
|
43 |
d1 = ... ¸ dn = ... и b1 = ... ¸ bn = ... |
D1 = ... ¸ DN = ... и B1 = ... ¸ BN = ... |
|
|
|
46 |
Ð = ..., b = ... и t = ... |
УГОЛ = ..., В = ... и T = ... |
012 |
При обработке спиральных канавок |
|
47 |
Ð1 = ..., b = ... и Ð2 = …, t = ... |
УГОЛ = ..., В = ... и УГОЛ = ..., Т = ... |
013 |
|
|
50 |
r = ... |
R = ... |
005, 014, 029 |
При обработке галтелей, сфер и других поверхностей |
|
51 |
r1 = ... и r2 = ... |
R1 = ... и R2 = ... |
||
|
52 |
r1 = ... ¸ r3 = ... |
R1 = ... ¸R3 = ... |
||
|
54 |
r1 = ... ¸ r4 = ... |
R1 = ... ¸R4 = ... |
006, 014 |
|
|
55 |
r1 = ... ¸ rn = ... |
R1 = ... ¸ RN = ... |
|
|
|
58 |
c = ... |
С = … |
032 |
При обработке фасок |
|
59 |
с = ..., с2 = ... |
С1 = ..., С2 = ... |
|
При обработке фасок |
|
60 |
c1 = ... ¸ c3 = ... |
C1 = ... ¸ C3 = ... |
033 |
|
|
61 |
c1 = ... ¸ c4 = ... |
C1 = ... ¸ C4 = ... |
|
|
|
62 |
c1 = ... ¸ cn = ... |
C1 = ... ¸ CN = ... |
|
|
|
65 |
Ð = ... |
УГОЛ = ... |
015, 027, 032 |
При обработке конических поверхностей |
|
66 |
Ð = ... и l = ... |
УГОЛ = ... L = ... |
009, 014, 015, 016, 027 |
|
|
67 |
Ð = ... и d = ... |
УГОЛ = ... D = ... |
||
|
70 |
l = ... |
L = ... |
018, 027, 030 |
При обработке конических поверхностей |
|
71 |
l1 = ..., l2 = ... |
L1 = ..., L2 = ... |
017, 019, 031 |
|
|
72 |
l1 = ... ¸ ln = ... |
L1 = ... ¸ LN = ... |
|
|
|
75 |
d = ..., h = ... |
D = ..., H = ... |
024 |
При навивке пружин |
|
76 |
d1 = ..., d2 = .... и h = … |
D1 = ..., D2 = .... и H = … |
024 |
|
|
78 |
b = ..., l = ... |
B = ..., L = ... |
014, 022 |
|
|
79 |
b1 = ..., b2 = ... l1 = ... и l2 = ... |
B1 = ..., B2 = ... L1 = ... и L2 = ... |
023 |
При обработке внутренних и наружных контуров деталей и заготовок |
|
80 |
b = ..., l = ... и h = … |
B = ..., L = ... и H = ... |
014, 023 |
|
|
81 |
b1 = ..., b2 = ..., l1 = ..., l2 = ... и h1 = ..., h2 = ... |
B1 = ..., B2 = ..., L1 = ..., L2 = ... и H1 = ..., H2 = ... |
023 |
|
|
85 |
т = ..., z = ... и d = ... |
M = ..., Z = ... и D = ... |
|
Для прямозубых цилиндрических колес |
|
86 |
т = ..., z = ..., b = … и d = ... |
M = ..., Z = ..., Б = … и D = ... |
011 |
Для косозубых цилиндрических колес |
|
87 |
т = ..., z = ... и Pn = ... |
M = ..., Z = ... и PN = … |
|
Для прямозубой зубчатой рейки |
|
88 |
т = ..., b = …, z = ... и Pn = ... |
M = ..., Б = …, Z = ... и PN = … |
|
Для косозубой зубчатой рейки |
(Измененная редакция, Изм. № 1).
ПРИЛОЖЕНИЕ 7
Рекомендуемое
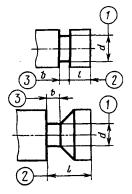
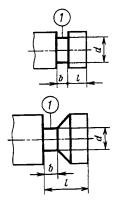
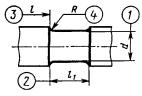
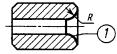
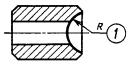
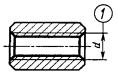
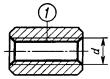
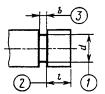
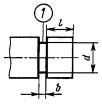
ПРИМЕРЫ ПОЛНОЙ И СОКРАЩЕННОЙ ЗАПИСИ СОДЕРЖАНИЯ ПЕРЕХОДОВ ОБРАБОТКИ РЕЗАНИЕМ
|
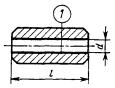
Эскиз |
Запись перехода полная |
Эскиз |
Запись перехода сокращенная |
|
|
|
Точить (шлифовать, притереть, полировать и т. п.) поверхность, выдерживая размеры 1 и 2 |
|
Точить (шлифовать, притереть, полировать и т. п.) поверхность 1 |
|
|
|
Точить (шлифовать, довести, полировать и т. п.) канавку, выдерживая размеры 1-3 |
|
Точить (шлифовать, довести, полировать и т. п.) канавку 1 |
|
|
|
Точить (шлифовать, полировать и т. п.) выточку, выдерживая размеры 1-4 |
|
Точить (шлифовать, полировать и т. п.) выточку 1 |
|
|
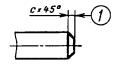
|
Точить (шлифовать, полировать и т. п.) фаску, выдерживая размер 1 |
|
Точить (шлифовать, полировать и т. п.) фаску 1 |
|
|
|
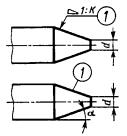
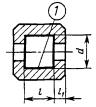
Точить (шлифовать, притереть и т. п.) конус, выдерживая размеры 1 и 2 |
|
Точить (шлифовать, притереть и т. п.) конус 1 |
|
|
|
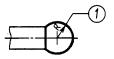
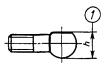
Точить (шлифовать, полировать и т. п.) сферу, выдерживая размер 1 |
|
Точить (шлифовать, полировать и т. п.) сферу 1 |
|
|
|
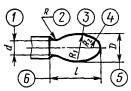
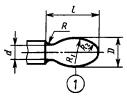
Точить (шлифовать, полировать и т. п.) криволинейную поверхность, выдерживая размеры 1-6 |
|
Точить (шлифовать, полировать и т. п.) криволинейную поверхность 1 |
|
|
|
Нарезать (фрезеровать, накатать, шлифовать и т. п.) резьбу, выдерживая размеры 1 и 2 |
|
Нарезать (фрезеровать, накатать и т. п.) резьбу 1 |
|
|
|
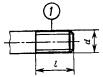
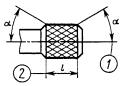
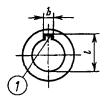
Накатать рифление, выдерживая размеры 1 и 2 |
|
Накатать рифление 1 |
|
|
|
Центровать торец, выдерживая размеры 1-4 |
|
Центровать торец 1 |
|
|
|
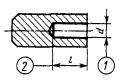
Сверлить (зенкеровать, развернуть и т. п.) отверстие, выдерживая размеры 1 и 2 |
|
Сверлить (зенкеровать, развернуть и т. п.) отверстие 1 |
|
|
|
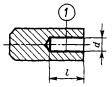
Сверлить (рассверлить, зенкеровать и т. п.) отверстие, выдерживая размеры 1 и 2 |
|
Сверлить (рассверлить, зенкеровать и т. п.) отверстие 1 |
|
|
|
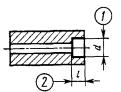
Расточить (зенкеровать, шлифовать и т. п.) отверстие, выдерживая размеры 1 и 2 |
|
Расточить (зенкеровать, шлифовать и т. п.) отверстие 1 |
|
|
|
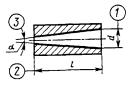
Расточить (зенкеровать, развернуть и т. п.) коническое отверстие, выдерживая размеры 1-3 |
|
Расточить (зенкеровать, развернуть и т. п.) отверстие 1 |
|
|
|
Расточить канавку, выдерживая размеры 1-3 |
|
Расточить канавку 1 |
|
|
|
Расточить (полировать, довести и т. п.) выточку, выдерживая размеры 1-3 |
|
Расточить (полировать, довести и т. п.) выточку 1 |
|
|
|
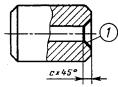
Зенковать (шлифовать, полировать и т. п.) фаску, выдерживая размер 1 |
|
Зенковать (шлифовать, полировать и т. п.) фаску 1 |
|
|
|
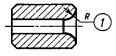
Расточить (зенковать, шлифовать, полировать и т. п.) галтель, выдерживая размер 1 |
|
Расточить (зенковать, шлифовать, полировать и т. п.) галтель 1 |
|
|
|
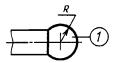
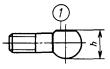
Расточить (шлифовать, полировать и т. п.) сферу, выдерживая размер 1 |
|
Расточить (шлифовать, полировать и т. п.) сферу 1 |
|
|
|
Нарезать (шлифовать, довести и т. п.) резьбу, выдерживая размер 1 |
|
Нарезать (шлифовать, довести и т. п.) резьбу 1 |
|
|
|
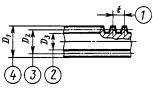
Отрезать деталь (заготовку), выдерживая размер 1 |
|
Отрезать деталь (заготовку) 1 |
|
|
|
Отрезать 2 заготовки, выдерживая размер 1 |
|
Отрезать 2 заготовки 1 |
|
|
|
Врезаться в поверхность (надрезать деталь), выдерживая размеры 1-3 |
|
Врезаться в поверхность 1 (надрезать деталь по поверхности 1) |
|
|
|
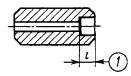
Подрезать (шлифовать, полировать и т. п.) торец, выдерживая размер 1 |
|
Подрезать (шлифовать, полировать и т. п.) торец 1 |
|
|
|
Подрезать (шлифовать, полировать и т. п.) торец буртика, выдерживая размер 1 |
|
Подрезать (шлифовать, полировать и т. п.) торец буртика 1 |
|
|
|
Подрезать (шлифовать, полировать и т. п.) дно отверстия, выдерживая размер 1 |
|
Подрезать (шлифовать, полировать и т. п.) дно отверстия 1 |
|
|
|
Фрезеровать (строгать, шлифовать и т. п.) поверхность, выдерживая размер 1 |
|
Фрезеровать (строгать, шлифовать и т. п.) поверхность 1 |
|
|
|
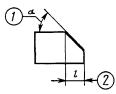
Фрезеровать (строгать, шлифовать и т. п.) фаску, выдерживая размеры 1 и 2 |
|
Фрезеровать (строгать, шлифовать и т. п.) фаску 1 |
|
|
|
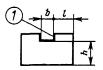
Фрезеровать (строгать, шлифовать и т. п.) уступ, выдерживая размеры 1 и 2 |
|
Фрезеровать (строгать, шлифовать и т. п.) уступ 1 |
|
|
|
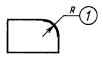
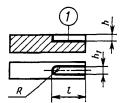
Фрезеровать (строгать, шлифовать, протянуть и т. п.) галтель, выдерживая размер 1 |
|
Фрезеровать (строгать, шлифовать, протянуть и т. п.) галтель 1 |
|
|
|
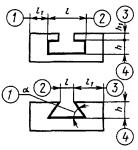
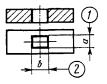
Фрезеровать (строгать, протянуть, шлифовать и т. п.) паз, выдерживая размеры 1-3 |
|
Фрезеровать (строгать, протянуть, шлифовать и т. п.) паз 1 |
|
|
|
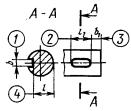
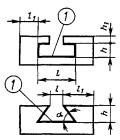
Фрезеровать шпоночный паз, выдерживая размеры 1-4 |
|
Фрезеровать шпоночный паз 1 |
|
|
|
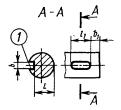
Долбить (протянуть) шпоночный паз, выдерживая размеры 1 и 2 |
|
Долбить (протянуть) шпоночный паз 1 |
|
|
|
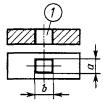
Фрезеровать (протянуть) паз, выдерживая размеры 1-4 |
|
Фрезеровать (протянуть) паз 1 |
|
|
|
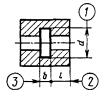
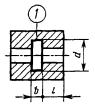
Фрезеровать (протянуть) шлиц, выдерживая размеры 1 и 2 |
|
Фрезеровать (протянуть) шлиц 1 |
|
|
|
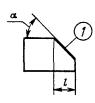
Фрезеровать (строгать, шлифовать и т. п.) лыску, выдерживая размер 1 |
|
Фрезеровать (строгать, шлифовать и т. п.) лыску 1 |
|
|
|
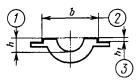
Фрезеровать паз по разметке, выдерживая размеры 1-4 |
|
Фрезеровать паз 1 по разметке |
|
|
|
Долбить (протянуть) шестигранник, выдерживая размер 1 |
|
Долбить (протянуть) шестигранник 1 |
|
|
|
Фрезеровать (строгать, шлифовать и т. п.) шестигранник, выдерживая размер 1 |
|
Фрезеровать (строгать, шлифовать и т. п.) шестигранник 1 |
|
|
|
Фрезеровать (шлифовать, полировать и т. п.) поверхности, выдерживая размеры 1-3 |
|
Фрезеровать (шлифовать, полировать и т. п.) поверхности 1 и 2 |
|
|
|
Прошить (долбить, протянуть и т. п.) отверстие, выдерживая размеры 1 и 2 |
|
Прошить (долбить, протянуть и т. п.) отверстие 1 |
|
|
|
Фрезеровать (шлифовать, полировать и т. п.) боковые поверхности шлицев, выдерживая размер 1 |
|
Фрезеровать (шлифовать, полировать и т. п.) поверхность шлицев 1 |
|
|
|
Фрезеровать (шлифовать, полировать и т. п.) поверхности впадин, выдерживая размеры 1-3 |
|
Фрезеровать (шлифовать, полировать и т. п.) поверхность 1 |
|
|
|
Долбить (протянуть) шлицы, выдерживая размеры 1-3 |
|
Долбить (протянуть) шлицы 1 |
|
|
|
Нарезать (фрезеровать, шлифовать и т. п.) червяк, выдерживая размеры 1-4 |
|
Нарезать (фрезеровать, шлифовать и т. п.) червяк 1 |
|
|
|
Фрезеровать (долбить, строгать, протянуть, закруглить, шевинговать, притереть, обкатать, зачистить и т. п.) зубья, выдерживая размеры 1-4 |
|
Фрезеровать (долбить, строгать, протянуть, закруглить, шевинговать, притереть, обкатать, зачистить и т. п.) зубья 1 |
|























ПРИЛОЖЕНИЕ 8
Рекомендуемое
СОКРАЩЕНИЯ СЛОВ И СЛОВОСОЧЕТАНИЙ
|
Полное наименование |
Сокращенное наименование |
Полное наименование |
Сокращенное наименование |
|
Боковые |
Бок. |
Наибольший |
Наиб. |
|
Выдерживать |
Выдерж. |
Наименьший |
Наимен. |
|
Глубина |
Глуб. |
Нижнее отклонение |
Нижн. откл. |
|
Долбить |
Долб. |
Номинальный |
Номин. |
|
Допустимое отклонение |
Доп. отклон. |
Основные |
Осн. |
|
Зубчатый |
Зуб. |
Окончательный |
Оконч. |
|
Измерительная головка |
Измер. гол. |
Операция |
Опер. |
|
Индикатор внутреннего измерения |
Индик. вн. измер. |
Прошить |
Прош. |
|
Индикатор часового типа |
Индик. час. тп. |
Предварительный |
Предв. |
|
Индикаторная стойка |
Индик. ст. |
Приспособление |
Присп. |
|
Измерение |
Измер. |
Полуавтомат |
П-авт. |
|
Индикатор |
Индик. |
Пробка |
П-ка |
|
Конусность |
Конусн. |
Правый |
Прав. |
|
Конусообразность |
Конусообр. |
Размер |
Разм. |
|
Конический |
Конич. |
Разметка |
Размет. |
|
Контрольное |
Контр. |
Рычажный |
Рычажн. |
|
Левый |
Лев. |
Револьверный |
Револ. |
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 05.11.79. № 4205
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
5. ИЗДАНИЕ (октябрь 2001 г.) с Изменением № 1, утвержденным в декабре 1982 г. (ИУС 4-83)