ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ДУГОВАЯ СВАРКА.
СОЕДИНЕНИЯ СВАРНЫЕ ТОЧЕЧНЫЕ
ОСНОВНЫЕ ТИПЫ, КОНСТРУКТИВНЫЕ
ЭЛЕМЕНТЫ И РАЗМЕРЫ
ГОСТ 14776-79
ГОСУДАРСТВЕННЫМ КОМИТЕТ СССР
ПО УПРАВЛЕНИЮ КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ДУГОВАЯ СВАРКА. СОЕДИНЕНИЯ СВАРНЫЕ ТОЧЕЧНЫЕ Основные типы, конструктивные элементы и размеры Arc welding. Button welds. |
ГОСТ Взамен |
Постановлением Государственного комитета СССР по стандартам от 19 апреля 1979 г. № 1439 срок введения установлен
с 01.07.80
Проверен в 1985 г. Постановлением Госстандарта от 28.11.89 № 3506 срок действия продлен
до 01.07.95
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры точечных сварных соединений из сталей, медных, алюминиевых и никелевых сплавов, выполняемых дуговой сваркой.
2. Термины и их определения, принятые в стандарте, приведены в справочном приложении.
3. Б стандарте приняты следующие обозначения способов сварки:
Ф - под флюсом;
УП - в углекислом газе плавящимся электродом;
УПм - в углекислом газе плавящимся электродом с наложением продольного магнитного поля;
УПмс - в углекислом газе плавящимся электродом с наложением продольного магнитного поля со сквозным проплавлением и формированием;
УН - в углекислом газе неплавящимся электродом;
ИП - в инертных газах плавящимся электродом;
ИН - в инертных газах неплавящимся электродом;
ПП - плавящимся покрытым электродом с принудительным несквозным проплавлением и формованием;
ППп - плавящимся покрытым электродом с принудительным несквозным проплавлением и формованием на подкладке;
ППс - плавящимся покрытым электродом с принудительным сквозным проплавлением и формованием;
ИПп - в инертных газах плавящимся электродом на съемной подкладке.
4. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
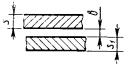
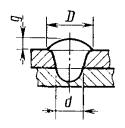
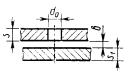
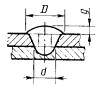
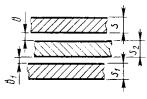
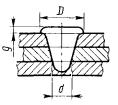
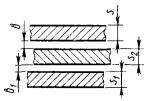
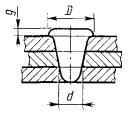
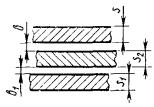
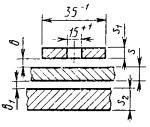
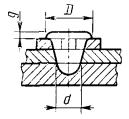
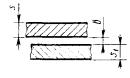
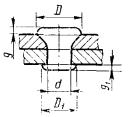
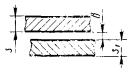
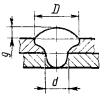
5. Конструктивные элементы сварных соединений, их размеры и предельные отклонения по ним должны соответствовать указанным на черт. 1 и 2 и в табл. 2-5.
6. Для способов сварки ПП, ППп, ППс размер l (черт. 1 и 2) должен быть не менее 1,2D.
7. Размер и (черт. 1 и 2) должен быть не менее 2d при сварке неплавящимся электродом и не менее D при всех остальных способах сварки.
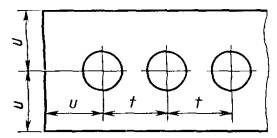
Черт. 1
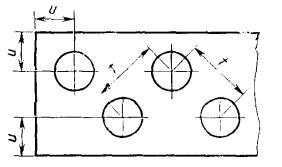
Черт. 2